设计简介
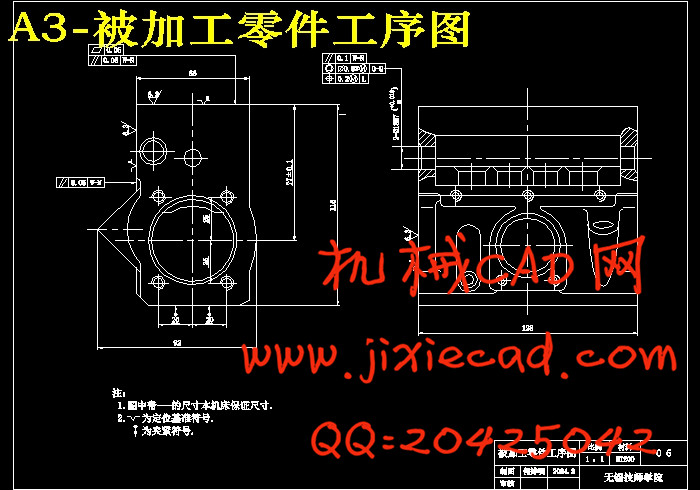
零件:喷油泵下体,按图中加工位置加工右侧面放出螺纹底孔,材料为HT200。底孔要求:孔深为14,孔径为 5。具体尺寸见工序图。
5。具体尺寸见工序图。
具体分析如下:
零件为喷油泵下体,要求孔具有足够的垂直度和圆度要求,本加工属小件加工,所以尽量采用同基准,即先加工底面,然后以下底面为精基准加工上底面,同以上底面为基准加工下底面,孔加工都采用下底面为精基准。
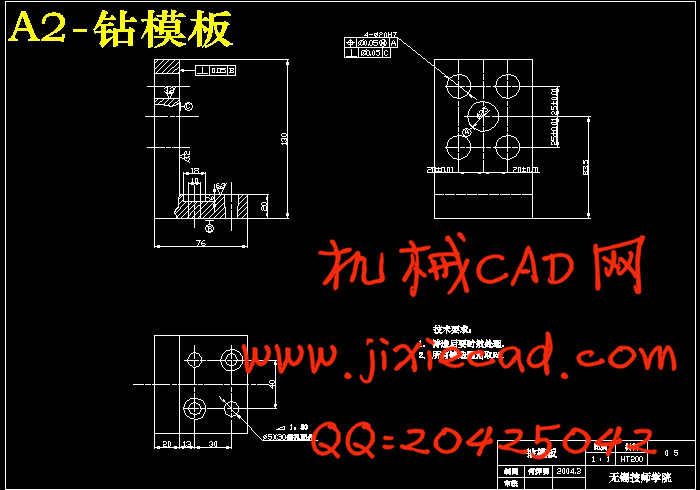
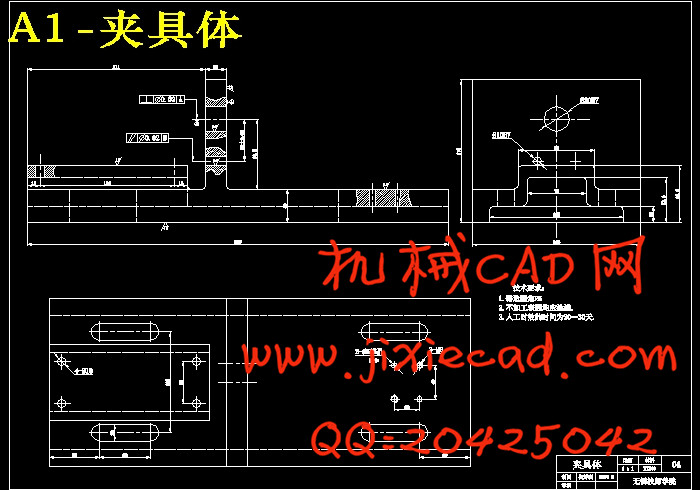
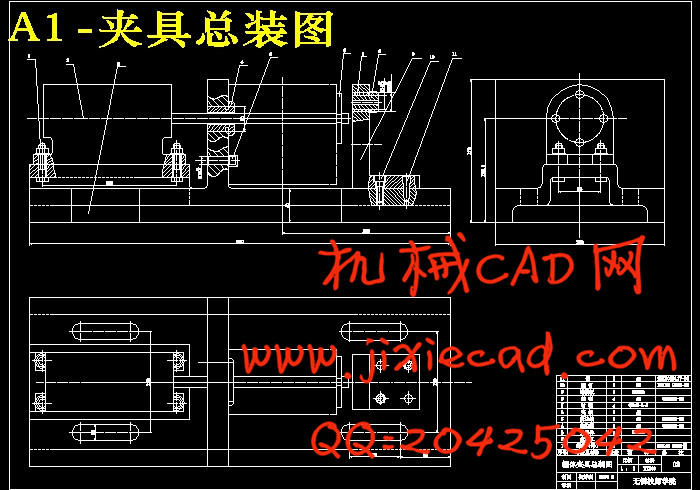
本设计过程为加工侧面孔,采用“一面两孔”组合定位。平面为第一定位基准,孔 46中心线为第二定位基准。孔
46中心线为第二定位基准。孔 13的中心线为第三定位基准。这样可以消除一个X不定度。这样共消除了六个不定度。加工右侧面的四个孔,经过零件的分析过程,具体流程见工艺过程卡。
13的中心线为第三定位基准。这样可以消除一个X不定度。这样共消除了六个不定度。加工右侧面的四个孔,经过零件的分析过程,具体流程见工艺过程卡。
本道工序参照工序卡。
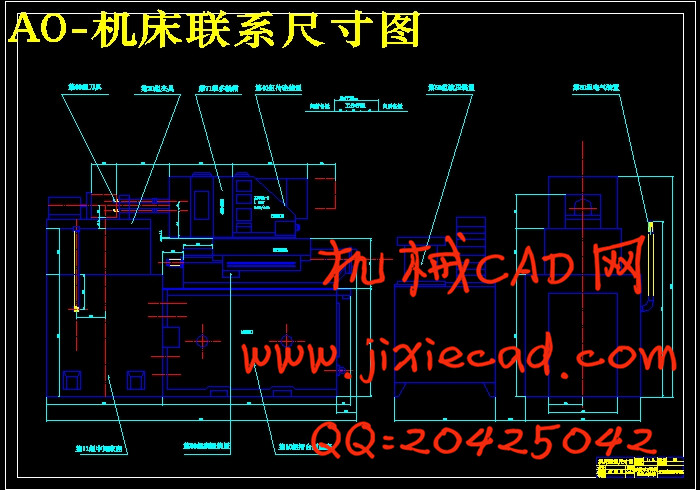
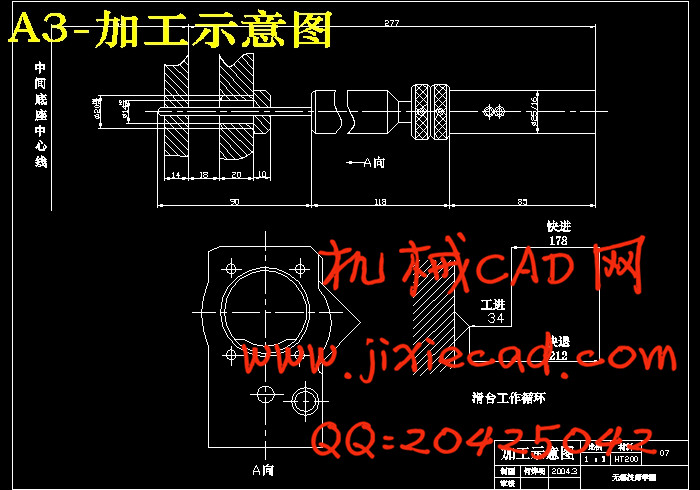
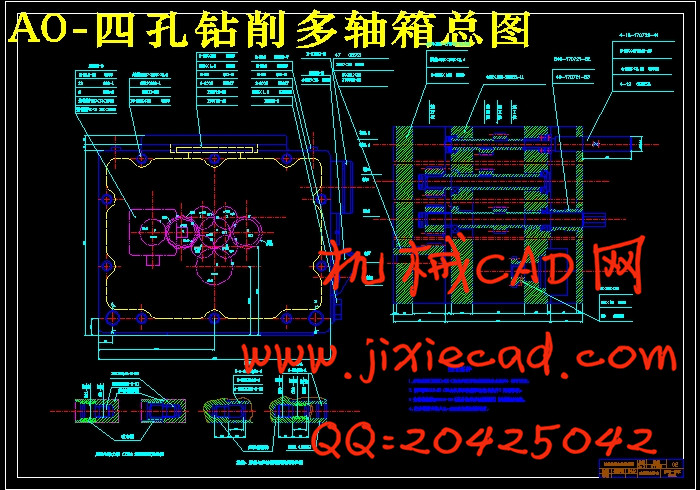
本工序采用右置式卧式机床四孔同时加工。
加工余量:一次加工到位,孔深为14,孔径为 5。
5。
加工切削速度:
V=24m/min
F=0.07mm/r
N=766r/min
Vf=53.6m/min
具体分析如下:
零件为喷油泵下体,要求孔具有足够的垂直度和圆度要求,本加工属小件加工,所以尽量采用同基准,即先加工底面,然后以下底面为精基准加工上底面,同以上底面为基准加工下底面,孔加工都采用下底面为精基准。
本设计过程为加工侧面孔,采用“一面两孔”组合定位。平面为第一定位基准,孔
本道工序参照工序卡。
本工序采用右置式卧式机床四孔同时加工。
加工余量:一次加工到位,孔深为14,孔径为
加工切削速度:
V=24m/min
F=0.07mm/r
N=766r/min
Vf=53.6m/min