设计简介
摘 要
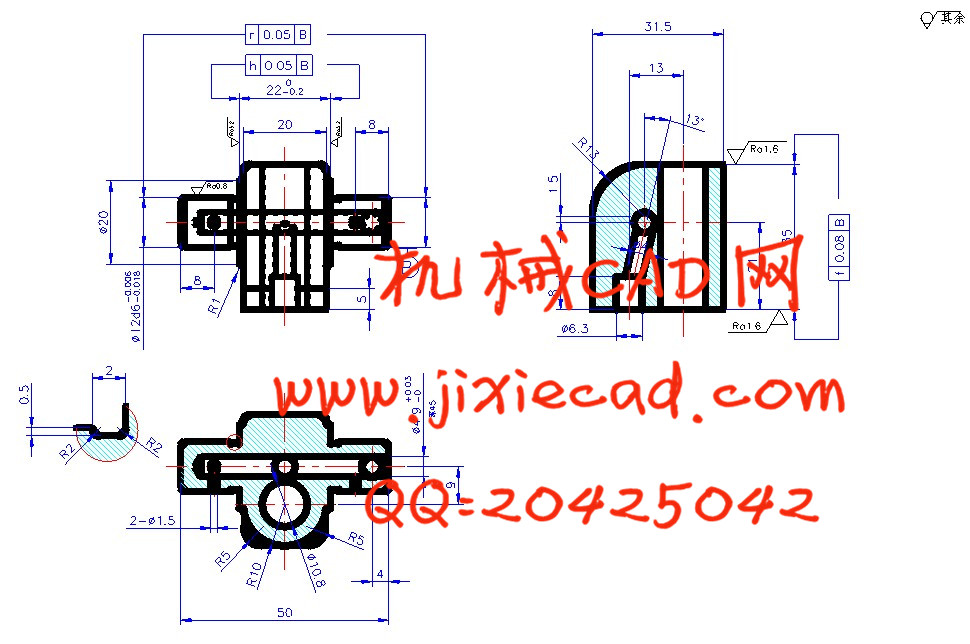
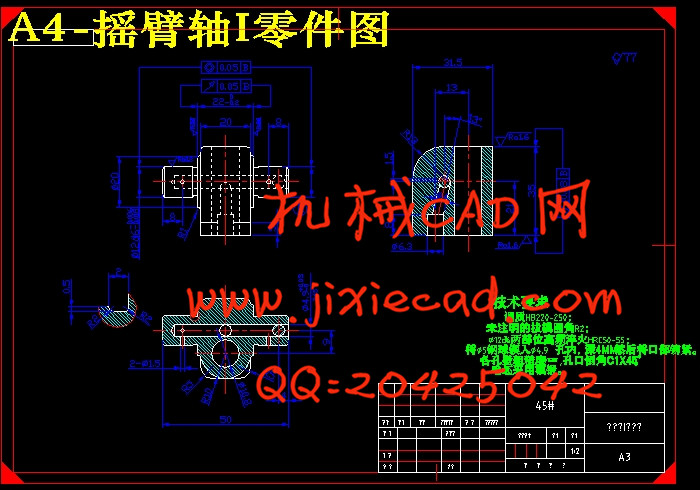
本次设计的主要内容是摇臂轴I加工工艺规程及关键词:摇臂轴I,工艺规程,钻孔,工艺路线,加工方式;
目录
摘 要 3
Abstract 4
1、绪 论 4
2、零件的分析 5
2.1、零件的作用 5
2.2、零件的工艺分析 5
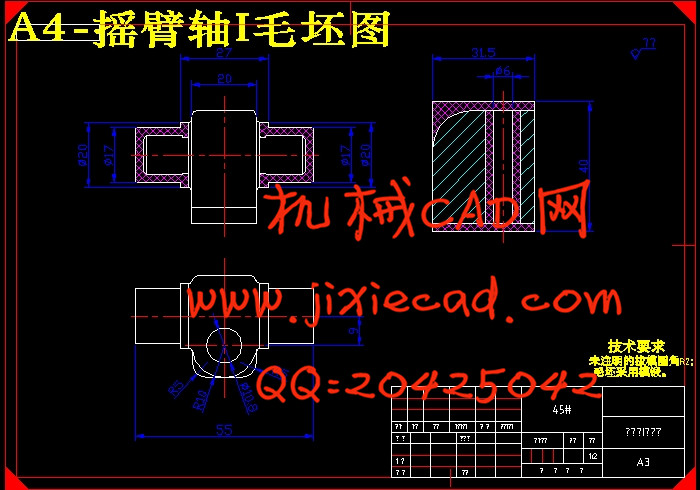
3、确定毛坯,绘制毛坯图、零件图 8
3.1、确定毛坯的制造形式及材料 8
3.2、机械加工余量、工序尺寸及毛坯尺寸的确定 8
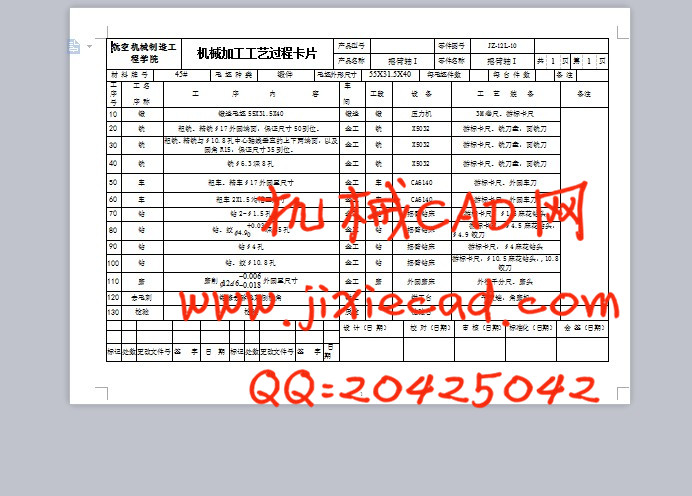
4、工艺规程设计 10
4.1、定位基准的选择 10
4.2、制定工艺路线 10
4.3、选择加工设备及刀、夹、量具 14
4.4 确定切削用量及基本工时 16
4.4.1粗铣、精铣∮17外圆端面,保证尺寸50到位 17
4.4.2 粗铣、精铣与∮10.8孔中心轴线垂直的上下两端面,以及圆角R15 18
4.4.3铣∮6.3深8孔 18
4.4.4粗车、精车∮17外圆至尺寸 19
4.4.5粗车2X1.5沟槽至尺寸 19
4.4.6钻2-∮1.5孔 20
4.4.7钻、绞
4.4.8钻∮4孔.....................................................................................................................................24
4.4.9钻、绞∮10.8............................................................................................................................24
4.4.10磨削
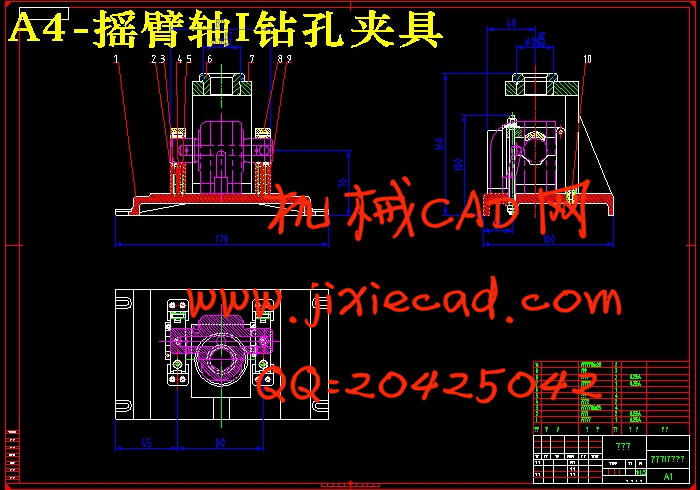
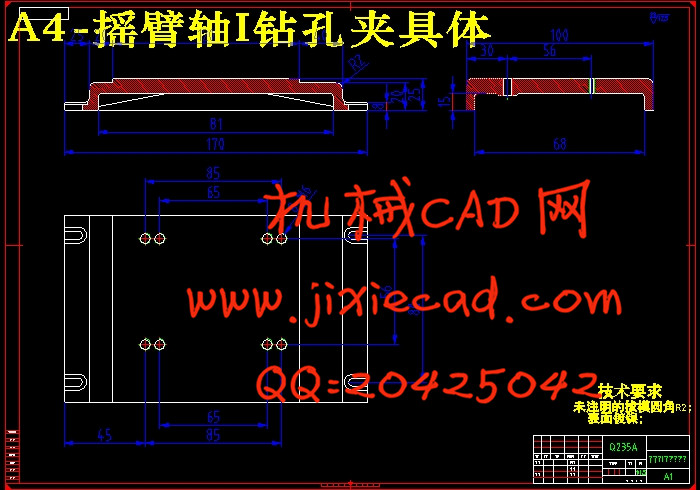
5、钻孔夹具的设计 26
5.1定位基准的选择 26
5.2定位误差的分析 26
5.3切削力及夹紧力的计算 20
5.4夹紧元件及动力装置确定 28
5.5夹具设计及操作的简要说明 28
小 结 28
致 谢 29
参考文献 29