设计简介
摘要
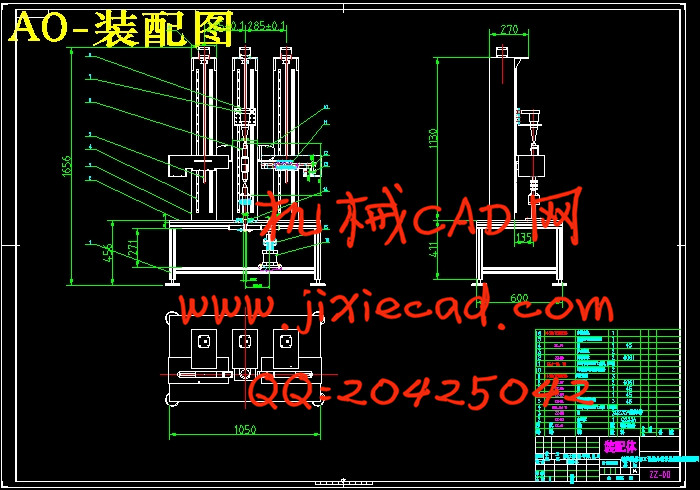
轴类零件加工误差分析及检测装置采用精密机械、光栅、微型计算机等技术,为满足汽车、摩托车发动机轴、汽车前后桥刹车轴等检测要求而特殊设计制造的新型测量装置,可测量轴的桃形型而误差、桃形对定位键槽的相位角误差、桃形间相位角误差、轴径的径向跳动及速度、加速度等测量项目。装置采用通用微机系统进行测量循环控制、测量数据采集处理以及测量误差评值和测量结果输出。最大轴测量长度可达1.5米。
非接触式测量是指不接触被测物体的前提下进行精准测量。其测量精度可以达到μm,非接触式测量装置利用CCD采集变焦镜下样品的影像,再配合XYZ轴移动平台及自动变焦镜,运用影像分析原理,通过计算机处理影像信号,对科研生产零件进行精密的几何数据的测量,并可进行CPK数值的分析。
关键词:轴;测量装置;非接触;光电传感器
Abstract
Camshaft measuring instrument with precision machinery, grating, micro-computer technology, to meet the automotive, motorcycle engine camshaft, cam brakes front and rear axles and other automotive testing requirements and special design and manufacture of new measuring instruments, to measure camshaft Peach Type of error, Peach keyway positioning error of the phase angle, phase angle error between Peach, and the cam shaft of the radial velocity, acceleration and other measurements. Equipment using a common computer system for measuring loop control, measurement data acquisition and processing, and measurement error evaluation and measurement results output. Camshaft measurements maximum length of up to 1.5 meters.
Non-contact non-contact measurement is the premise of the measured object for accurate measurements. The measurement accuracy can be achieved μm non-contact measuring microscope samples using CCD image acquisition zoom, coupled with the XYZ axes mobile platform and automatic zoom lens, the use of image analysis principle, through computer processing the image signal, on the research and production of precision parts Measurement geometry, and numerical analysis of the CPK.
Keywords: Camshaft; measuring instrument; non-contact; photoelectric sensor.
轴类零件加工误差分析及检测装置设计说明书
目 录
摘要..............................................................................2
Abstract.....................................................................................3
第一章绪论................................................5
1.1引言.....................................................5
1.2技术特点.................................................5
1.3 非接触式测量及光电传感器的应用...........................5
1.4 轴类零件加工误差分析及检测装置的设计思路.................7
第二章传动机构和测量平台的设计.......................7
2.1导轨的选择...............................................7
2.2导轨的确定...............................................9
2.3丝杆的确定选择与计算………………………………………………10
2.4 齿轮选择计算与校核......................................20
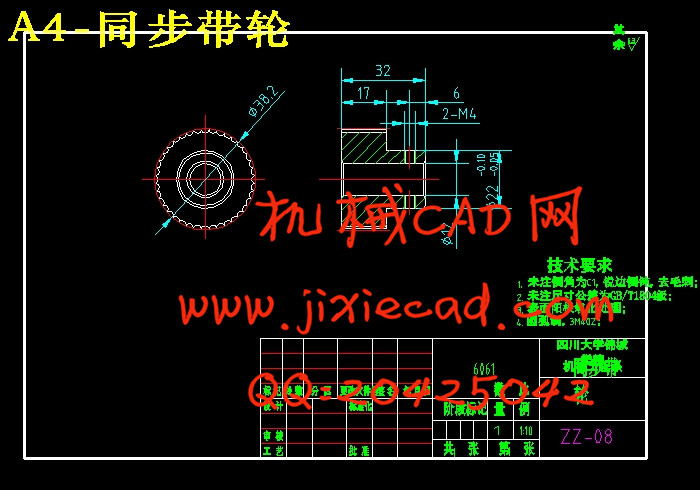
2.5 同步带轮选择............................................22
2.6 步进电机选取与计算......................................25
第三章光电传感器的选择................................27
3.1光电传感器的选型........................................27
3.2 LS-7000系列测量头的选取.................................29
3.3.测量轴的应用............................................32
第四章主轴数控车削加工工艺及编程设计...............33
第五章 轴类零件加工工艺设计..........................34
5.1 主轴零件的工艺分析......................................35
5.2 零件的尺寸标注分析......................................36
5.3 零件的几何要素分析......................................37
5.4 零件的技术要求分析......................................38
5.5毛坯及夹具的确定........................................39
5.5.1毛坯的确定..........................................40
5.6刀具的选择.............................................47
5.6.1刀具材料的选择.....................................49
5.6.2常用的车刀的选用...................................50
5.6.2.1外圆、端面车刀的选用.............................51
5.7该零件加工所需用到的刀具................................52
5.8工艺路线及其工艺卡片....................................53
5.9工艺卡片的确定..........................................54
5.10主要加工程序清单.......................................56
结论.......................................................57
致谢………………………………………………………………………..59
参考文献…………………………………………………………………60
轴类零件加工误差分析及检测装置采用精密机械、光栅、微型计算机等技术,为满足汽车、摩托车发动机轴、汽车前后桥刹车轴等检测要求而特殊设计制造的新型测量装置,可测量轴的桃形型而误差、桃形对定位键槽的相位角误差、桃形间相位角误差、轴径的径向跳动及速度、加速度等测量项目。装置采用通用微机系统进行测量循环控制、测量数据采集处理以及测量误差评值和测量结果输出。最大轴测量长度可达1.5米。
非接触式测量是指不接触被测物体的前提下进行精准测量。其测量精度可以达到μm,非接触式测量装置利用CCD采集变焦镜下样品的影像,再配合XYZ轴移动平台及自动变焦镜,运用影像分析原理,通过计算机处理影像信号,对科研生产零件进行精密的几何数据的测量,并可进行CPK数值的分析。
关键词:轴;测量装置;非接触;光电传感器
Abstract
Camshaft measuring instrument with precision machinery, grating, micro-computer technology, to meet the automotive, motorcycle engine camshaft, cam brakes front and rear axles and other automotive testing requirements and special design and manufacture of new measuring instruments, to measure camshaft Peach Type of error, Peach keyway positioning error of the phase angle, phase angle error between Peach, and the cam shaft of the radial velocity, acceleration and other measurements. Equipment using a common computer system for measuring loop control, measurement data acquisition and processing, and measurement error evaluation and measurement results output. Camshaft measurements maximum length of up to 1.5 meters.
Non-contact non-contact measurement is the premise of the measured object for accurate measurements. The measurement accuracy can be achieved μm non-contact measuring microscope samples using CCD image acquisition zoom, coupled with the XYZ axes mobile platform and automatic zoom lens, the use of image analysis principle, through computer processing the image signal, on the research and production of precision parts Measurement geometry, and numerical analysis of the CPK.
Keywords: Camshaft; measuring instrument; non-contact; photoelectric sensor.
轴类零件加工误差分析及检测装置设计说明书
目 录
摘要..............................................................................2
Abstract.....................................................................................3
第一章绪论................................................5
1.1引言.....................................................5
1.2技术特点.................................................5
1.3 非接触式测量及光电传感器的应用...........................5
1.4 轴类零件加工误差分析及检测装置的设计思路.................7
第二章传动机构和测量平台的设计.......................7
2.1导轨的选择...............................................7
2.2导轨的确定...............................................9
2.3丝杆的确定选择与计算………………………………………………10
2.4 齿轮选择计算与校核......................................20
2.5 同步带轮选择............................................22
2.6 步进电机选取与计算......................................25
第三章光电传感器的选择................................27
3.1光电传感器的选型........................................27
3.2 LS-7000系列测量头的选取.................................29
3.3.测量轴的应用............................................32
第四章主轴数控车削加工工艺及编程设计...............33
第五章 轴类零件加工工艺设计..........................34
5.1 主轴零件的工艺分析......................................35
5.2 零件的尺寸标注分析......................................36
5.3 零件的几何要素分析......................................37
5.4 零件的技术要求分析......................................38
5.5毛坯及夹具的确定........................................39
5.5.1毛坯的确定..........................................40
5.6刀具的选择.............................................47
5.6.1刀具材料的选择.....................................49
5.6.2常用的车刀的选用...................................50
5.6.2.1外圆、端面车刀的选用.............................51
5.7该零件加工所需用到的刀具................................52
5.8工艺路线及其工艺卡片....................................53
5.9工艺卡片的确定..........................................54
5.10主要加工程序清单.......................................56
结论.......................................................57
致谢………………………………………………………………………..59
参考文献…………………………………………………………………60