设计简介
摘 要
组合机床使用系列化、标准化的通用部件和少量的专用部件组成的多轴、多刀、多工序、多面或多工位同时加工的高校专用机床,其生产率比通用机床高几倍至几十倍,可进行钻、镗、铰、攻丝、车削、铣削等切削加工。组合机床的通用部件和标准件约占70-80%,这些部件是系列化的,可以进行成批生产.其余20-30%的专用部件是由被加工零件的形状,轮廓尺寸,工艺和工序来决定。
在批量生产中这了提高生产率,必须要缩短加工时间和辅助时间,而且尽可能使辅助时间和加工时间重合,使每个装夹多外工件同时进行多刀加工,实行工序高度集中,因而广泛采用组合机床及自动线。
关键词:组合机床,主轴箱,切削
aneously process, its productivity compared to general engine bed high several times to several dozens times, may carry on drills, the boring, the articulation, attacks machinings and so on the silk, turning, milling. The aggregate machine-tool general part and the standard letter approximately compose 70-80%, these parts are the seriation , may carry on the mass productions. Other 20-30% special-purpose part is by is processed the components the shape, the overall size, the craft and the working procedure decided.
This enhanced the productivity in the volume production, must have to reduce the process period and the non-cutting time, moreover causes the non-cutting time and the process period superposition as far as possible, causes each attire to clamp many outside work pieces simultaneously to carry on the multi-knife processing, implements the working procedure high degree of concentration, thus widely uses the aggregate machine-tool and from generatrix .
Key word: Aggregate machine-tool, headstock, cutting
目 录
前 言 i
摘 要 iii
Abstract iv
第一章 概述 1
第一节 组合机床的组成 1
第二节 组合机床的类型 2
一、具有固定夹具的单工位组合机床 3
二、具有移动夹具的多工位组合机床 3
三、转塔式组合机床 4
第二章 组合机床设计概述 5
第一节 组合机床及其特点 5
第二节 组合机床工艺范围及加工精度 6
一、组合机床的工艺范围 6
二、组合机床的加工精度 6
第二节 采用组合机床的经济分析 8
第三节 组合机床的发展趋势 8
一、提高通用部件的水平 8
二、发展适应中、小批生产的组合机床 8
三、采用新刀具 9
四、发展自动监测技术 9
五、扩大工艺范围 9
第三章 组合机床通用部件及其选用 10
第一节 通用部件的类型 10
一、通用部件的分类 10
二、通用部件的型号、规格及配套关系 10
第二节 常用通用部件 11
第三节 通用部件的选用 12
第四章 组合机床总体设计 13
第一节 组合机床方案设计 13
一、拟定方案阶段、 13
二、技术设计阶段 13
三、工作设计阶段 13
第二节 零件分析 13
一、气缸体的功用和结构特点 13
二、基准的选择 14
三、加工阶段的划分 14
第五章 绘制“三图一卡” 16
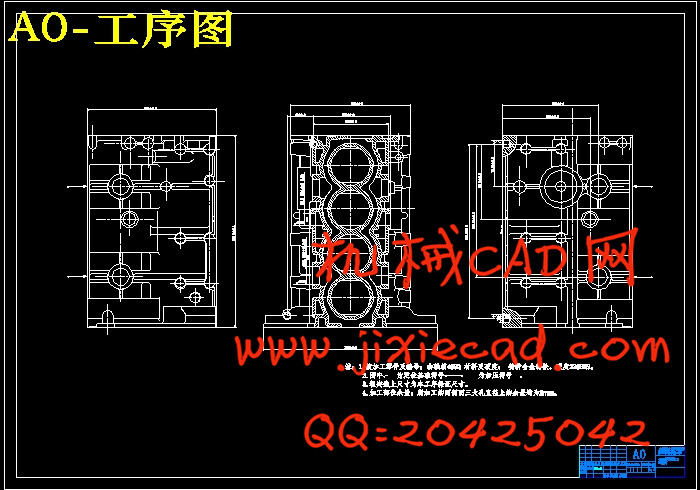
第一节 加工工序图 16
一、被加工零件工序图的作用和要求 16
二、被加工零件工序图的内容 16
三、编制被加工零件工序图的注意事项 16
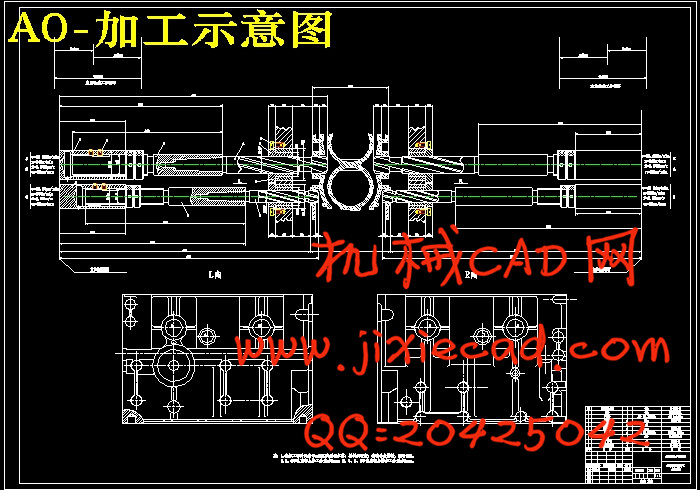
第二节 加工示意图 17
一、被加工零件示意图的作用: 17
二、被加工零件示意图的内容: 17
三、选择刀具、导向及有关计算 17
四、加工示意图简图 21
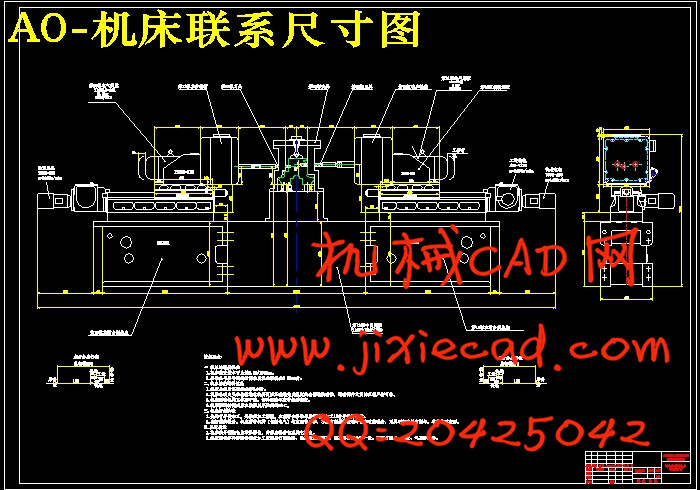
第三节 机床联系尺寸图 21
一、被加工零件联系尺寸图的作用: 21
二、被加工零件联系尺寸图的内容: 21
三、动力部件的选择 21
四、组合机床其它尺寸的确定 22
五、机床联系尺寸图简图: 24
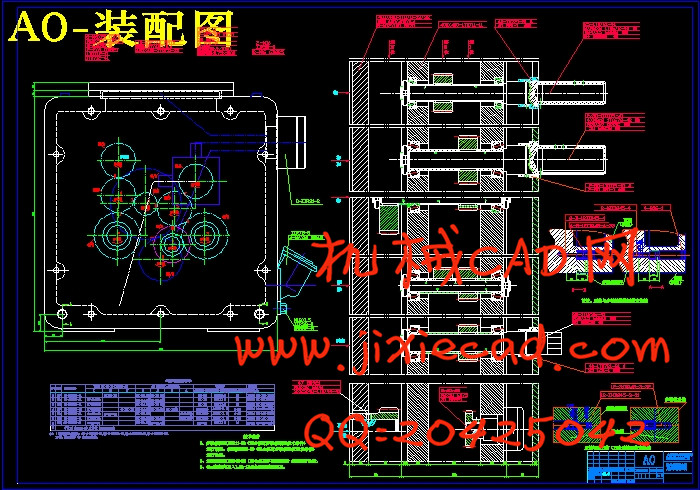
第六章 多轴箱——右主轴箱设计 25
第一节 多轴箱的基本结构 25
第一节 通用多轴箱设计 25
一、绘制多轴箱设计原始依据图 26
二、主轴、齿轮的确定及动力运算 28
三、多轴箱传动设计 30
四、多轴箱坐标计算、绘制坐标检查图 33
第三节 多轴箱的传动设计方案 36
一、传动设计方案分析 36
二、传动系统的设计计算 36
第四节 绘制多轴箱总图及零件图 40
外文资料 42
中文译文 51
致 谢 57
参考文献: 58
组合机床使用系列化、标准化的通用部件和少量的专用部件组成的多轴、多刀、多工序、多面或多工位同时加工的高校专用机床,其生产率比通用机床高几倍至几十倍,可进行钻、镗、铰、攻丝、车削、铣削等切削加工。组合机床的通用部件和标准件约占70-80%,这些部件是系列化的,可以进行成批生产.其余20-30%的专用部件是由被加工零件的形状,轮廓尺寸,工艺和工序来决定。
在批量生产中这了提高生产率,必须要缩短加工时间和辅助时间,而且尽可能使辅助时间和加工时间重合,使每个装夹多外工件同时进行多刀加工,实行工序高度集中,因而广泛采用组合机床及自动线。
关键词:组合机床,主轴箱,切削
Abstract
Aggregate machine-tool use seriation , the standardized general part and the few special-purpose parts compose the university special purpose machine which multiple spindle, the multi-knives, the multi-working procedures, the multi-surface or the multi-locations simultaneously process, its productivity compared to general engine bed high several times to several dozens times, may carry on drills, the boring, the articulation, attacks machinings and so on the silk, turning, milling. The aggregate machine-tool general part and the standard letter approximately compose 70-80%, these parts are the seriation , may carry on the mass productions. Other 20-30% special-purpose part is by is processed the components the shape, the overall size, the craft and the working procedure decided.
This enhanced the productivity in the volume production, must have to reduce the process period and the non-cutting time, moreover causes the non-cutting time and the process period superposition as far as possible, causes each attire to clamp many outside work pieces simultaneously to carry on the multi-knife processing, implements the working procedure high degree of concentration, thus widely uses the aggregate machine-tool and from generatrix .
Key word: Aggregate machine-tool, headstock, cutting
目 录
前 言 i
摘 要 iii
Abstract iv
第一章 概述 1
第一节 组合机床的组成 1
第二节 组合机床的类型 2
一、具有固定夹具的单工位组合机床 3
二、具有移动夹具的多工位组合机床 3
三、转塔式组合机床 4
第二章 组合机床设计概述 5
第一节 组合机床及其特点 5
第二节 组合机床工艺范围及加工精度 6
一、组合机床的工艺范围 6
二、组合机床的加工精度 6
第二节 采用组合机床的经济分析 8
第三节 组合机床的发展趋势 8
一、提高通用部件的水平 8
二、发展适应中、小批生产的组合机床 8
三、采用新刀具 9
四、发展自动监测技术 9
五、扩大工艺范围 9
第三章 组合机床通用部件及其选用 10
第一节 通用部件的类型 10
一、通用部件的分类 10
二、通用部件的型号、规格及配套关系 10
第二节 常用通用部件 11
第三节 通用部件的选用 12
第四章 组合机床总体设计 13
第一节 组合机床方案设计 13
一、拟定方案阶段、 13
二、技术设计阶段 13
三、工作设计阶段 13
第二节 零件分析 13
一、气缸体的功用和结构特点 13
二、基准的选择 14
三、加工阶段的划分 14
第五章 绘制“三图一卡” 16
第一节 加工工序图 16
一、被加工零件工序图的作用和要求 16
二、被加工零件工序图的内容 16
三、编制被加工零件工序图的注意事项 16
第二节 加工示意图 17
一、被加工零件示意图的作用: 17
二、被加工零件示意图的内容: 17
三、选择刀具、导向及有关计算 17
四、加工示意图简图 21
第三节 机床联系尺寸图 21
一、被加工零件联系尺寸图的作用: 21
二、被加工零件联系尺寸图的内容: 21
三、动力部件的选择 21
四、组合机床其它尺寸的确定 22
五、机床联系尺寸图简图: 24
第六章 多轴箱——右主轴箱设计 25
第一节 多轴箱的基本结构 25
第一节 通用多轴箱设计 25
一、绘制多轴箱设计原始依据图 26
二、主轴、齿轮的确定及动力运算 28
三、多轴箱传动设计 30
四、多轴箱坐标计算、绘制坐标检查图 33
第三节 多轴箱的传动设计方案 36
一、传动设计方案分析 36
二、传动系统的设计计算 36
第四节 绘制多轴箱总图及零件图 40
外文资料 42
中文译文 51
致 谢 57
参考文献: 58