设计简介
摘 要
随着可编程序控制器(简称PLC)技术的发展,由于其功能强大、容易使用、高可靠性,广泛的工业现场适应性和方便的工艺扩展性能,PLC在工业自动控制过程中得到了越来越广泛的应用,常常被用来作为现场数据的采集和设各的控制。组态软件技术作为用户可定制功能的软件平台工具,在PC机上可开发出友好人机界面,通过PLC可以对自动化设备进行 “智能”控制。
本次设计正是在这种背景下,运用西门子S7-200PLC对普通机床进行的现代化程控改造,讨论了控制流的选择,然后运用组态软件对PLC控制系统进行人机界面的监控。
关键词:可编程序控制器,控制流,组态软件
ABSTRACT
With the Programmable Logic Controller (PLC) technology, because of its powerful, easy to use, high reliability, wide adaptability and convenience of industrial processes on site scalability, PLC in industrial automation during the process of the Yue and more widely used, often used as a field data collection and set the control. Configuration software technology as a function of user customizable software platform tool, PC, a friendly interface that can be developed through the PLC automation equipment can be "intelligent" control.
The design is in this context, using Siemens S7-200PLC modernization of the ordinary program-controlled machine tools for transformation, discussed the control flow of the choice and then use the configuration software on the PLC control system man-machine interface control.
KEY WORDS: programmable logic controller, control flow, configuration software
目 录
摘 要 1
前 言 5
第1章 绪论 6
1.1 程控机床的发展前景及意义 6
1.2 机床改造方案的确定及系统的选择 7
1.2.1 CA6140车床的概述 7
1.2.2 对CA6140车床控制系统的选择 9
第2章 控制系统设计 10
2.1 控制要求 10
2.2 控制流的选择 10
2.3 系统的控制过程 12
第3章 系统的硬件设计 13
3.1 系统的组成 13
3.2 系统主电路的设计 13
3.3 PLC控制系统硬件设计 17
3.31 PLC的概述 17
3.32 PLC的特点 18
3.33 PLC的结构与工作原理 18
3.34 PLC型号的选择 19
3.35 PLC控制机床的I/O分配 21
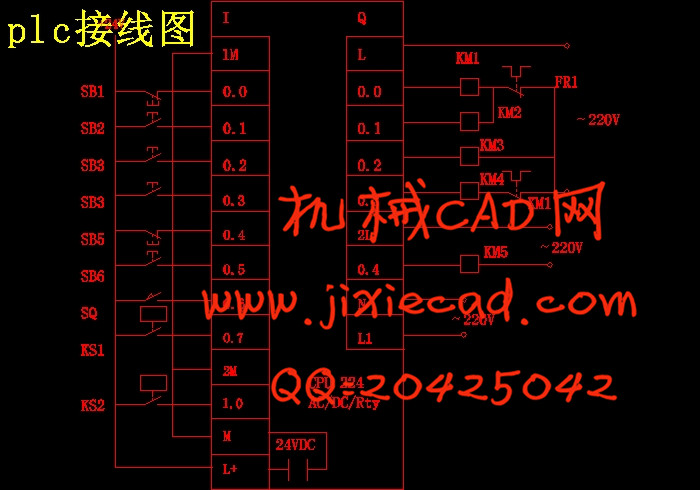
3.36 PLC的I/O接线图 22
第4章 系统的软件设计 23
4.1 西门子S7-200PPI 23
4.11 硬件连接 24
4.12 设备通讯参数 25
4.13 设备构建参数设置 28
4.2 监控系统的设计 29
4.21 MCGS组态软件的概述 29
4.22 MCGS组态软件的系统构成 30
4.23 MCGS组态软件监控PLC控制CA6140机床 31
4.3 系统程序流程图 34
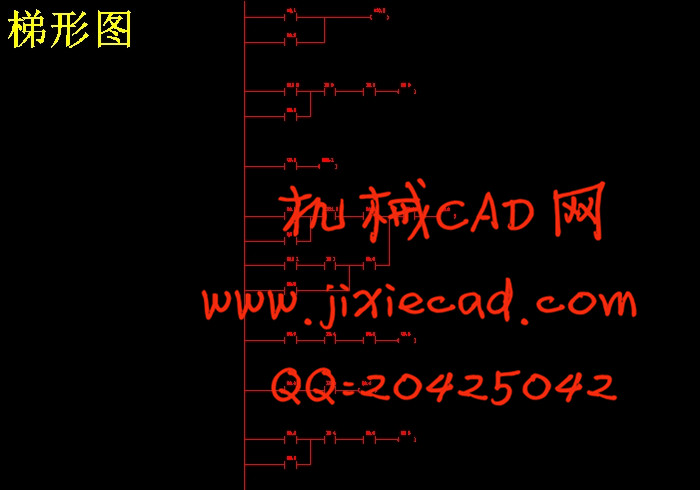
4.4 系统梯形图 35
4.5 系统的指令代码 37
结 论 38
参 考 文 献 39
致 谢 40
随着可编程序控制器(简称PLC)技术的发展,由于其功能强大、容易使用、高可靠性,广泛的工业现场适应性和方便的工艺扩展性能,PLC在工业自动控制过程中得到了越来越广泛的应用,常常被用来作为现场数据的采集和设各的控制。组态软件技术作为用户可定制功能的软件平台工具,在PC机上可开发出友好人机界面,通过PLC可以对自动化设备进行 “智能”控制。
本次设计正是在这种背景下,运用西门子S7-200PLC对普通机床进行的现代化程控改造,讨论了控制流的选择,然后运用组态软件对PLC控制系统进行人机界面的监控。
关键词:可编程序控制器,控制流,组态软件
ABSTRACT
With the Programmable Logic Controller (PLC) technology, because of its powerful, easy to use, high reliability, wide adaptability and convenience of industrial processes on site scalability, PLC in industrial automation during the process of the Yue and more widely used, often used as a field data collection and set the control. Configuration software technology as a function of user customizable software platform tool, PC, a friendly interface that can be developed through the PLC automation equipment can be "intelligent" control.
The design is in this context, using Siemens S7-200PLC modernization of the ordinary program-controlled machine tools for transformation, discussed the control flow of the choice and then use the configuration software on the PLC control system man-machine interface control.
KEY WORDS: programmable logic controller, control flow, configuration software
目 录
摘 要 1
前 言 5
第1章 绪论 6
1.1 程控机床的发展前景及意义 6
1.2 机床改造方案的确定及系统的选择 7
1.2.1 CA6140车床的概述 7
1.2.2 对CA6140车床控制系统的选择 9
第2章 控制系统设计 10
2.1 控制要求 10
2.2 控制流的选择 10
2.3 系统的控制过程 12
第3章 系统的硬件设计 13
3.1 系统的组成 13
3.2 系统主电路的设计 13
3.3 PLC控制系统硬件设计 17
3.31 PLC的概述 17
3.32 PLC的特点 18
3.33 PLC的结构与工作原理 18
3.34 PLC型号的选择 19
3.35 PLC控制机床的I/O分配 21
3.36 PLC的I/O接线图 22
第4章 系统的软件设计 23
4.1 西门子S7-200PPI 23
4.11 硬件连接 24
4.12 设备通讯参数 25
4.13 设备构建参数设置 28
4.2 监控系统的设计 29
4.21 MCGS组态软件的概述 29
4.22 MCGS组态软件的系统构成 30
4.23 MCGS组态软件监控PLC控制CA6140机床 31
4.3 系统程序流程图 34
4.4 系统梯形图 35
4.5 系统的指令代码 37
结 论 38
参 考 文 献 39
致 谢 40