设计简介
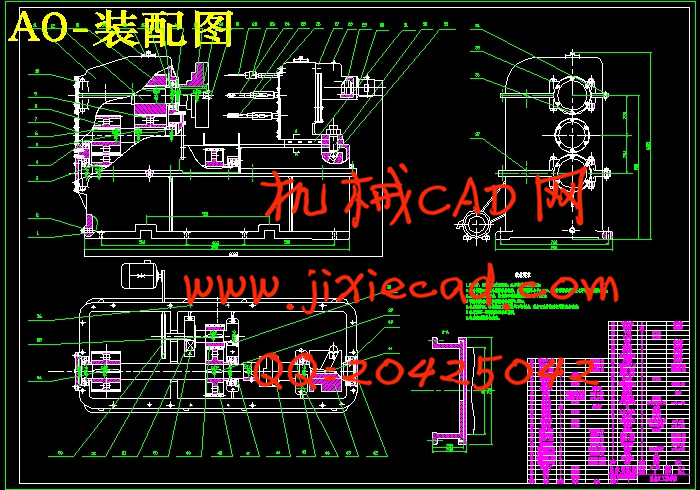
本次设计的四工位专用钻孔机床是卧式钻床,四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作,如图1.1所示。它的执行机构有两个:一是装有四工位工件的回转工作台,二是装有专用电动机的带动的三把刀具的主轴箱。主轴箱每向左移动送进一次,在四
个工位上分别完成相应的装卸工件、钻孔、
扩孔、铰孔工作。当主轴箱右移退回到刀
具离开工件后,工作台回转90度,然后主
轴箱再次左移。很明显 ,对某一个工件来 图1.1 四工位专用机床执行动作图
说,要在四次工作循环后完成装 、钻、扩、铰、卸等工序。但对于专用机床来说,一个循环就有一个工件完成上述全部工序。
四工位专用机床可以大批量加工零件,大大提高了工作效率和自动化程度。
1.3 设计要求
1)刀具顶端离开工作表面65mm,快速移动送进60mm后,再匀速送进60mm(包括5mm刀具切入量,45mm工件孔深,10mm刀具切出量).然后快速返回。回程和工作行程的平均速度比K=2;
2)刀具匀速进给速度为2mm/s;工件装、卸时间不超过10s;
3)生产率为75件/h;
4)执行机构能装入机体内。
个工位上分别完成相应的装卸工件、钻孔、
扩孔、铰孔工作。当主轴箱右移退回到刀
具离开工件后,工作台回转90度,然后主
轴箱再次左移。很明显 ,对某一个工件来 图1.1 四工位专用机床执行动作图
说,要在四次工作循环后完成装 、钻、扩、铰、卸等工序。但对于专用机床来说,一个循环就有一个工件完成上述全部工序。
四工位专用机床可以大批量加工零件,大大提高了工作效率和自动化程度。
1.3 设计要求
1)刀具顶端离开工作表面65mm,快速移动送进60mm后,再匀速送进60mm(包括5mm刀具切入量,45mm工件孔深,10mm刀具切出量).然后快速返回。回程和工作行程的平均速度比K=2;
2)刀具匀速进给速度为2mm/s;工件装、卸时间不超过10s;
3)生产率为75件/h;
4)执行机构能装入机体内。