设计简介
给水管整捆自动介口机设计方案简介
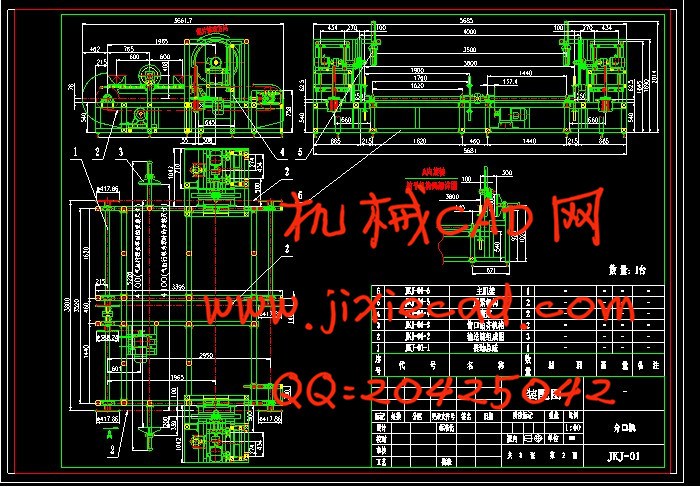
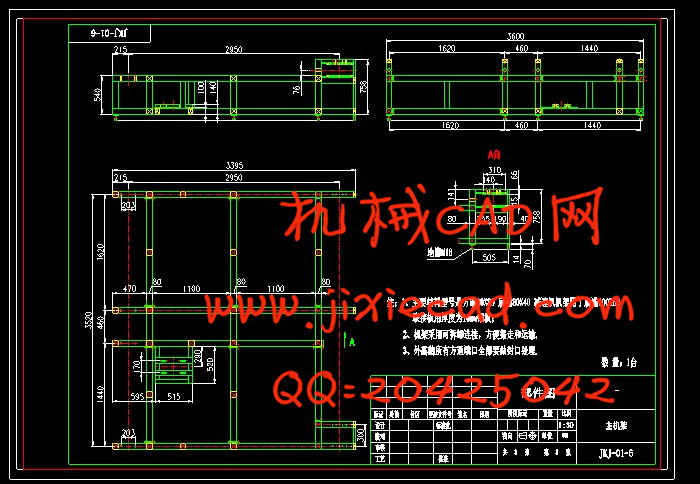
给水管整捆自动介口机由介口机前架、介口机和介口机后架组成。介口机前架紧靠介口机机头,用以实现就近备料(指打扎好了的捆扎管),缩短供料的时间和距离。介口机前架在不形成堆料的情况下,可放置不少于6件捆扎管。介口机后架紧靠介口机机尾,可将锯好的捆扎管滚放于介口机机尾远端,防止锯好了的捆扎管在介口机机尾堆积高后被行走中的输送链卷入机尾内部。锯好后的捆扎管成品整捆长度是4000mm,介口机的最大锯切捆扎直径是300mm。是采用人工上料,实现全自动输送,自动拍齐捆扎管管口,在捆扎管管口附近对捆扎管进行自动压紧,压紧之后开始自动锯割之动作过程。
捆扎管在切割前给水管车间预留的长度为4100mm,锯好后的捆扎管成品整捆长度是4000mm。设计方案中介口机允许输送捆扎管的最大长度为4200mm,锯切捆扎管的最大捆扎直径是300mm。
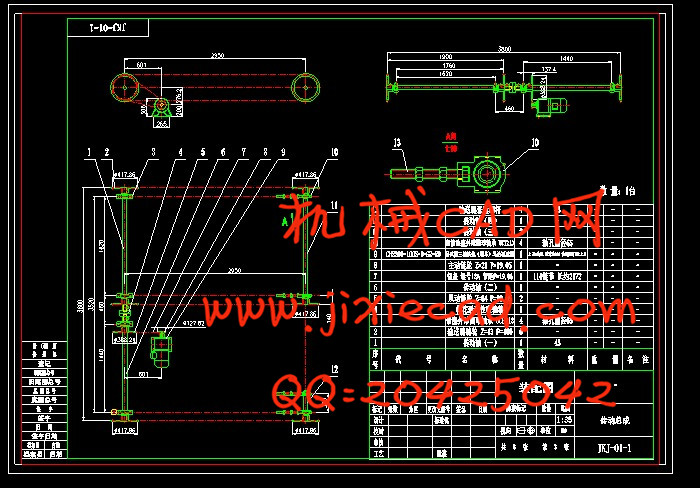
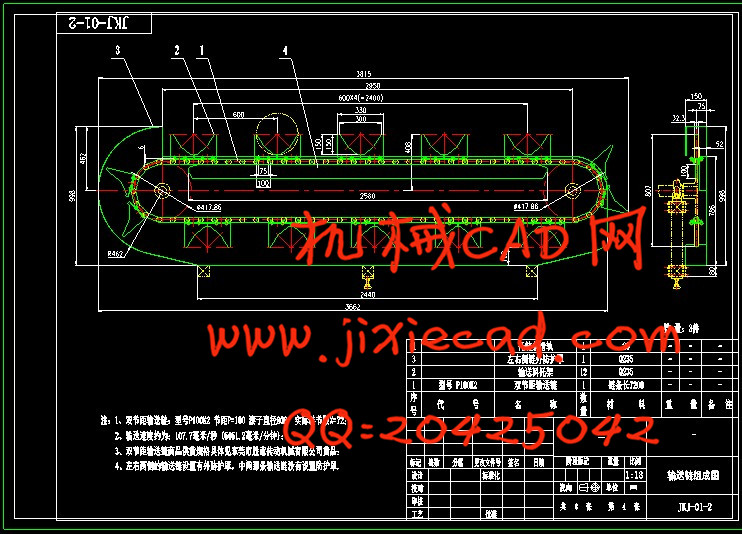
介口机主要由传动部分、输送链组合件、拍齐机构、锯床和压紧机构构成。输送链布置有三条,介口机中间的那一条还起到支撑托平捆扎管的作用。
给水管整捆自动介口机人工上料是由两个人来操作完成的,这两个人分站于介口机左右两侧面(人正站立,面顺着朝向输送方向分左右),在介口机前架上就近取料,两人把捆扎管抬起,放进从介口机机头链条防护罩里刚刚完全走出来的第一个输送料托架里面,捆扎管在第一个输送料托架里被摆放好后,人工上料操作过程便已全部完成结束了。往输送料托架里抬放捆扎管之时输送链是处于停机状态的,使得上料操作更为安全合理。第一次开机放料时可依靠电气控制按钮点动开机操作,先点动开停设备,让第一个输送料托架从介口机机头链条防护罩里完全走出来,然后停机,把捆扎管抬放进这个输送料托架里面,捆扎管摆放好后再开动介口机让它连续运行下去就可以了。介口机连续运行状态下是呈开停间隙运行状态的,锯床正在锯料的时候输送链是停止不动的,这个时候可以进行人工上料操作。
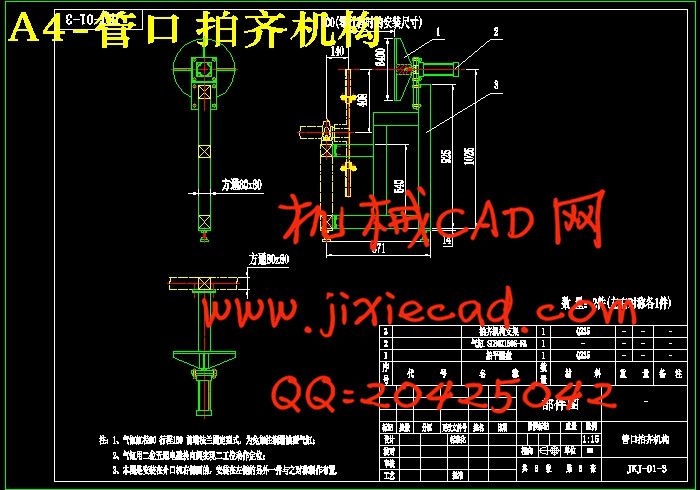
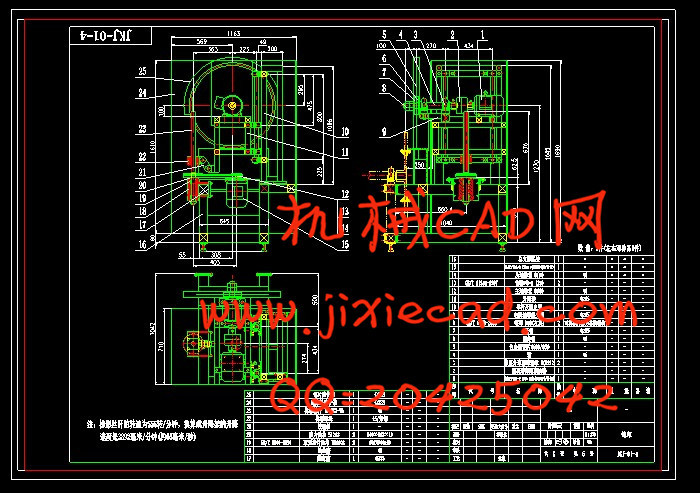
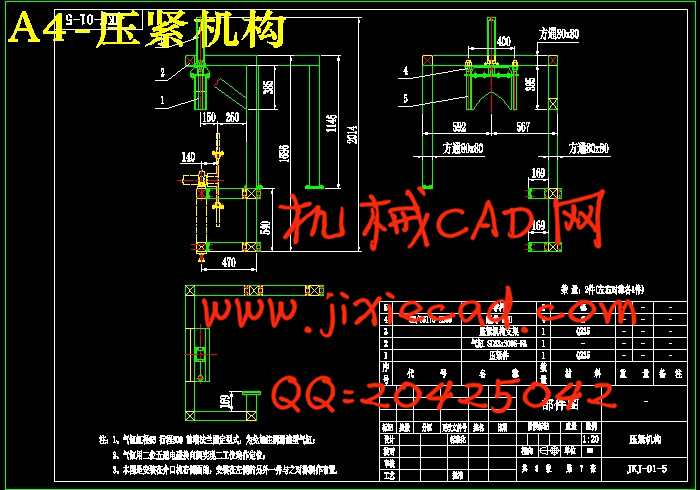
捆扎管往前输送至拍齐机构位置时输送链停止下来,拍齐气缸对捆扎管端面进行拍齐。拍齐过的捆扎管被往前输送至锯床锯位时输送链停止下来,压紧气缸将捆扎管压紧,锯床的升降架开始往下降,高速转动的锯片开始进行切割作业。捆扎管被锯好后,锯床的升降架再上升至高位让锯好了的捆扎管好顺利通过,并为下一次的锯切作业做好准备,然后压紧气缸松开捆扎管,输送链继续运行,将锯好了的捆扎管送至介口机机尾卸进介口机后架里去。一个从上料至切割动作过程宣告完成,整机连续工作运行下去,可实现全天周而复始地工作作业。工作人员应及早把介口机后架里锯好的捆扎管清理搬运走。
输送链对捆扎管的最大输送速度约为108毫米/秒(6480毫米/分钟),锯床的升降架最大升降速度约是3892毫米/分钟(约65毫米/秒),锯床的升降架的下降速度也就是锯片锯割料的锯割速度。
驱动输送链的动力是用2.2kw带刹车马达;驱动锯床的升降架升降的动力用的也是带刹车马达,电机功率为0.75kw;锯捆扎管用的电机是2.2kw,2极电机(3000转/分钟)。输送链的驱动动力马达和驱动锯床的升降架升降的动力马达电气配置有变频器进行变频调速,可获得更低的行走速度。
给水管整捆自动介口机由介口机前架、介口机和介口机后架组成。介口机前架紧靠介口机机头,用以实现就近备料(指打扎好了的捆扎管),缩短供料的时间和距离。介口机前架在不形成堆料的情况下,可放置不少于6件捆扎管。介口机后架紧靠介口机机尾,可将锯好的捆扎管滚放于介口机机尾远端,防止锯好了的捆扎管在介口机机尾堆积高后被行走中的输送链卷入机尾内部。锯好后的捆扎管成品整捆长度是4000mm,介口机的最大锯切捆扎直径是300mm。是采用人工上料,实现全自动输送,自动拍齐捆扎管管口,在捆扎管管口附近对捆扎管进行自动压紧,压紧之后开始自动锯割之动作过程。
捆扎管在切割前给水管车间预留的长度为4100mm,锯好后的捆扎管成品整捆长度是4000mm。设计方案中介口机允许输送捆扎管的最大长度为4200mm,锯切捆扎管的最大捆扎直径是300mm。
介口机主要由传动部分、输送链组合件、拍齐机构、锯床和压紧机构构成。输送链布置有三条,介口机中间的那一条还起到支撑托平捆扎管的作用。
给水管整捆自动介口机人工上料是由两个人来操作完成的,这两个人分站于介口机左右两侧面(人正站立,面顺着朝向输送方向分左右),在介口机前架上就近取料,两人把捆扎管抬起,放进从介口机机头链条防护罩里刚刚完全走出来的第一个输送料托架里面,捆扎管在第一个输送料托架里被摆放好后,人工上料操作过程便已全部完成结束了。往输送料托架里抬放捆扎管之时输送链是处于停机状态的,使得上料操作更为安全合理。第一次开机放料时可依靠电气控制按钮点动开机操作,先点动开停设备,让第一个输送料托架从介口机机头链条防护罩里完全走出来,然后停机,把捆扎管抬放进这个输送料托架里面,捆扎管摆放好后再开动介口机让它连续运行下去就可以了。介口机连续运行状态下是呈开停间隙运行状态的,锯床正在锯料的时候输送链是停止不动的,这个时候可以进行人工上料操作。
捆扎管往前输送至拍齐机构位置时输送链停止下来,拍齐气缸对捆扎管端面进行拍齐。拍齐过的捆扎管被往前输送至锯床锯位时输送链停止下来,压紧气缸将捆扎管压紧,锯床的升降架开始往下降,高速转动的锯片开始进行切割作业。捆扎管被锯好后,锯床的升降架再上升至高位让锯好了的捆扎管好顺利通过,并为下一次的锯切作业做好准备,然后压紧气缸松开捆扎管,输送链继续运行,将锯好了的捆扎管送至介口机机尾卸进介口机后架里去。一个从上料至切割动作过程宣告完成,整机连续工作运行下去,可实现全天周而复始地工作作业。工作人员应及早把介口机后架里锯好的捆扎管清理搬运走。
输送链对捆扎管的最大输送速度约为108毫米/秒(6480毫米/分钟),锯床的升降架最大升降速度约是3892毫米/分钟(约65毫米/秒),锯床的升降架的下降速度也就是锯片锯割料的锯割速度。
驱动输送链的动力是用2.2kw带刹车马达;驱动锯床的升降架升降的动力用的也是带刹车马达,电机功率为0.75kw;锯捆扎管用的电机是2.2kw,2极电机(3000转/分钟)。输送链的驱动动力马达和驱动锯床的升降架升降的动力马达电气配置有变频器进行变频调速,可获得更低的行走速度。