设计简介
现今轴承生产中,套圈磨削工艺及专用磨床不能满足高精度,高效率的要求,与国外相比存在着一定的差距。工艺设备的落后是国产轴承精度低,性能差,成本高以及在国际市场上竞争力低的主要原因。在所有轴承加工设备中,内表面磨床的水平具有表征意义。这主要是磨削孔径限制了砂轮尺寸及相应的系统结构和几何参数,从根本上限制了工艺系统的的刚性。内圆磨削速度要从砂轮主轴的转速的提高寻找出路,相应的就带来了高速主轴轴承的制造,应用装配技术和高速下的振动及动平衡一系列要求。轴承套圈内径公差严格,在大批量与高效率的生产条件下,难以用定程控制尺寸,必须配用各式主动测量系统,从而增加了内圈磨床结构及尺寸的复杂性。
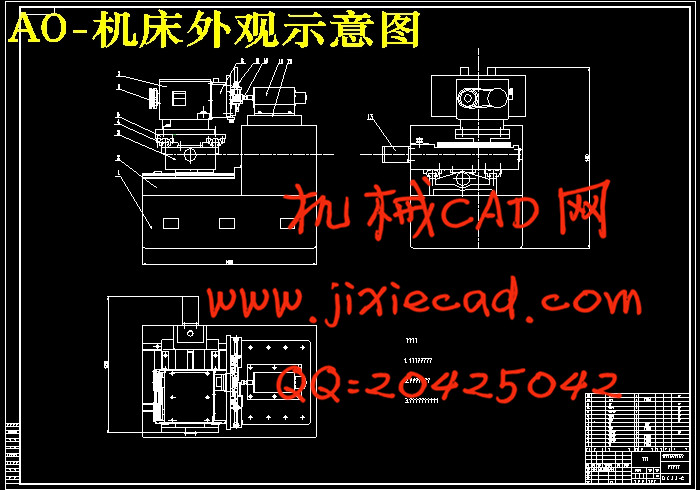
该课题来源于生产实践。在深沟球轴承内圈的加工中,内圆磨削是一道关键工序。其原因是:受孔径限制,砂轮尺寸小,砂轮消耗快,影响磨削效率和质量。现代磨削技术在不断的发展和提高,对于轴承内圈内圆的磨削,越来越要求磨床具有高精度、高效率和高可靠性,而传统的手动和半自动内圆磨床难以满足使用要求,因此设计开发全自动内圆磨床则显得尤为重要。
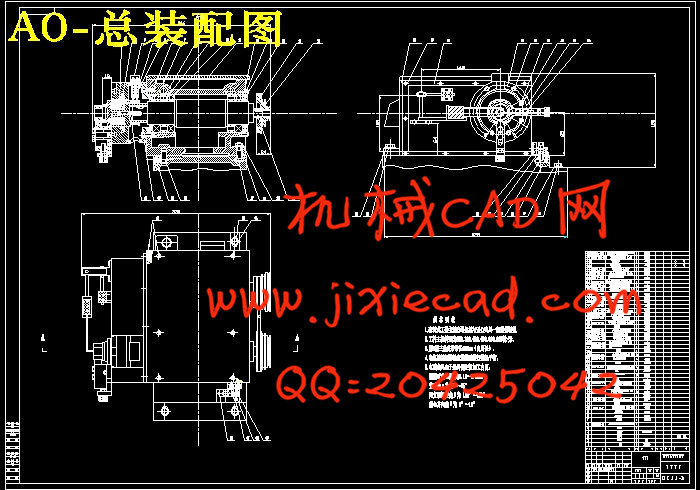
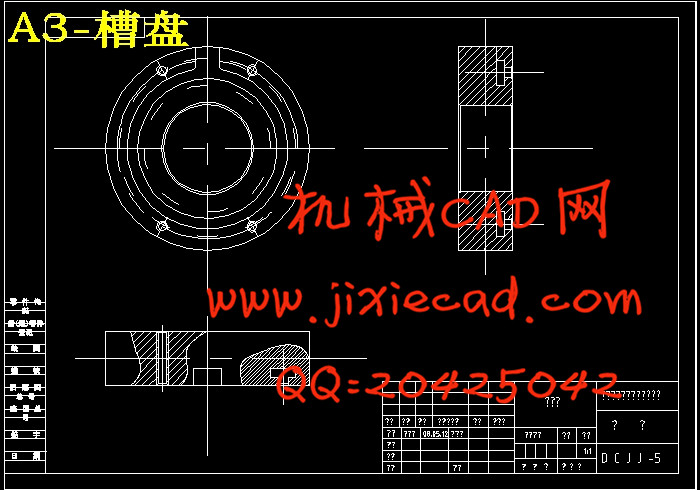
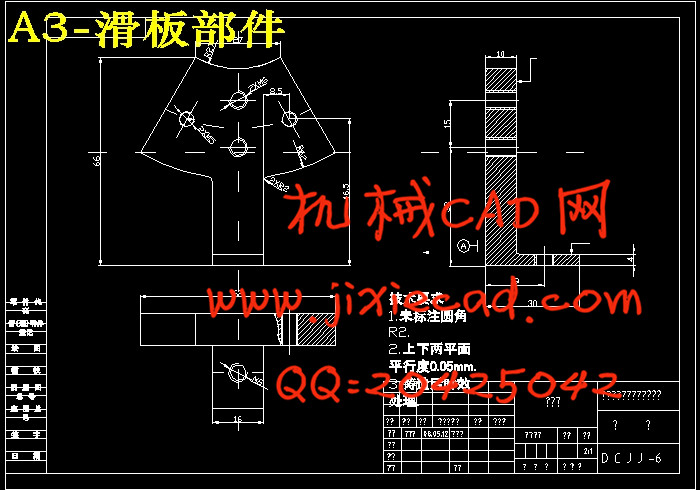
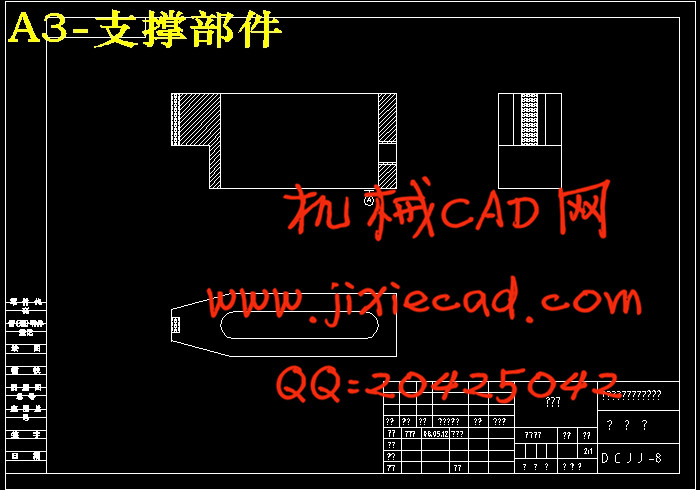
根据任务分工,我主要负责设计机床的工件定位夹紧系统。设计过程中,通过翻阅大量的通用机床的设计资料,并总结设计机床的主要特点,从而得出了该机床的夹具装配图。
虽然各种机床的功能和要求不同,但就其磨削原理而言,同属于内表面磨削,其运动方式和总体布局也基本相同,大多数部件通用。
目前,国内各厂对中高级精度轴承多采用二次磨削,为了改变这种情况,拟用一次磨削代替且达到终磨技术要求。
要在大批生产高效的条件下,满足上述技术要求,从磨床设计的观点来看,可以归结为磨削几何精度、尺寸精度及效率三个方面的要求。用因果分析尺寸精度、几何尺寸及磨削效率的影响因素,从而选择最佳装夹部件方案,在考虑运动图的设计布局及造型设计,最后决定最佳的方案。
目次
前言 1
1 全自动轴承内圈内圆磨床概述 2
1.1 磨削的基本原理 2
1.2 全自动轴承内圈内圆磨床的加工对象、范围及要求 3
2 自动轴承内圈内圆磨床总体设计与布局 5
2.1 机床的主要运动及参数分析 5
2.2 影响机床加工精度和效率的工艺因素 6
2.3 机床主要部件结构方案评价 6
2.4 机床的工作循环过程 9
3. 轴承内圈内圆夹具设计 10
3.1 自动定位夹具设计目的 10
3.2 工件的定位夹紧方式 10
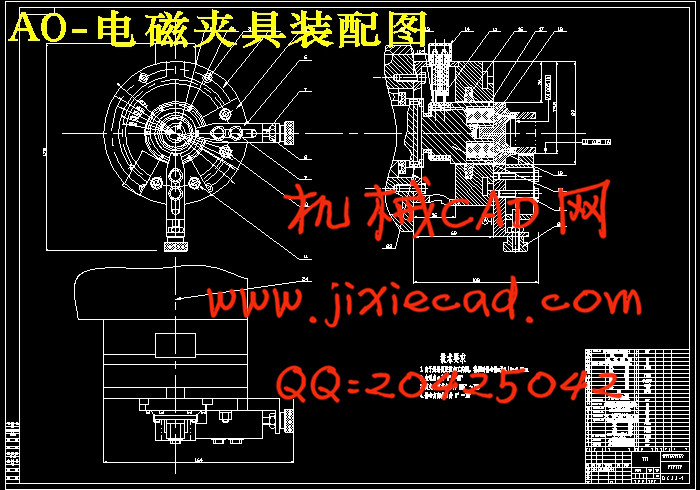
3.3 电磁无心夹具的设计 11
3.4 无心夹具的定位误差 15
3.5 电磁无心夹具各部件设计图及参数的确定 16
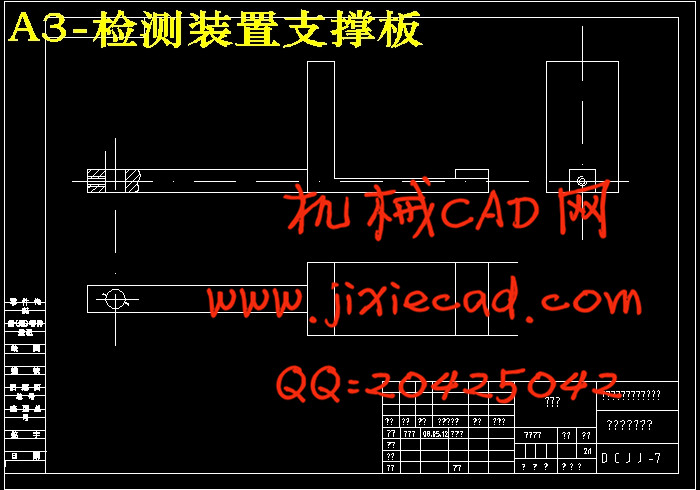
4. 检测装置的设计 18
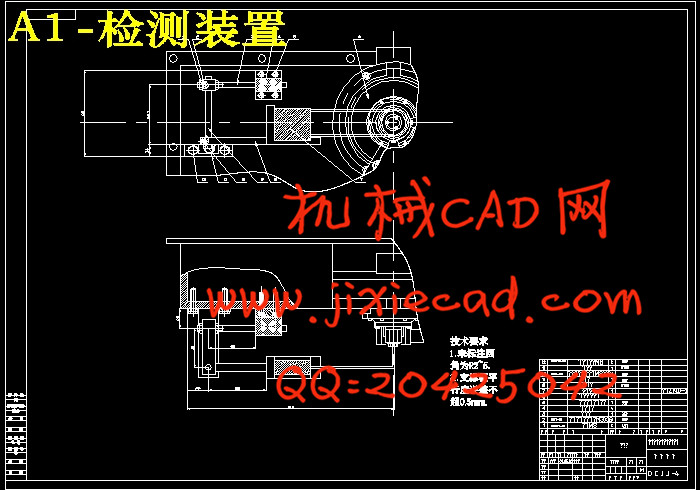
4.1检测装置的设计目的和意义 18
4.2检测装置设计 18
5 磨床各部件及其参数的确定 20
5.1.导轨 20
5.2.往复移动速度 20
5.3.磨架电动机功率 20
设 计 总 结 21
致 谢 23
参考文献 24
该课题来源于生产实践。在深沟球轴承内圈的加工中,内圆磨削是一道关键工序。其原因是:受孔径限制,砂轮尺寸小,砂轮消耗快,影响磨削效率和质量。现代磨削技术在不断的发展和提高,对于轴承内圈内圆的磨削,越来越要求磨床具有高精度、高效率和高可靠性,而传统的手动和半自动内圆磨床难以满足使用要求,因此设计开发全自动内圆磨床则显得尤为重要。
根据任务分工,我主要负责设计机床的工件定位夹紧系统。设计过程中,通过翻阅大量的通用机床的设计资料,并总结设计机床的主要特点,从而得出了该机床的夹具装配图。
虽然各种机床的功能和要求不同,但就其磨削原理而言,同属于内表面磨削,其运动方式和总体布局也基本相同,大多数部件通用。
目前,国内各厂对中高级精度轴承多采用二次磨削,为了改变这种情况,拟用一次磨削代替且达到终磨技术要求。
要在大批生产高效的条件下,满足上述技术要求,从磨床设计的观点来看,可以归结为磨削几何精度、尺寸精度及效率三个方面的要求。用因果分析尺寸精度、几何尺寸及磨削效率的影响因素,从而选择最佳装夹部件方案,在考虑运动图的设计布局及造型设计,最后决定最佳的方案。
目次
前言 1
1 全自动轴承内圈内圆磨床概述 2
1.1 磨削的基本原理 2
1.2 全自动轴承内圈内圆磨床的加工对象、范围及要求 3
2 自动轴承内圈内圆磨床总体设计与布局 5
2.1 机床的主要运动及参数分析 5
2.2 影响机床加工精度和效率的工艺因素 6
2.3 机床主要部件结构方案评价 6
2.4 机床的工作循环过程 9
3. 轴承内圈内圆夹具设计 10
3.1 自动定位夹具设计目的 10
3.2 工件的定位夹紧方式 10
3.3 电磁无心夹具的设计 11
3.4 无心夹具的定位误差 15
3.5 电磁无心夹具各部件设计图及参数的确定 16
4. 检测装置的设计 18
4.1检测装置的设计目的和意义 18
4.2检测装置设计 18
5 磨床各部件及其参数的确定 20
5.1.导轨 20
5.2.往复移动速度 20
5.3.磨架电动机功率 20
设 计 总 结 21
致 谢 23
参考文献 24