设计简介
摘 要
随着机电一体化的发展,电子技术和机械技术的结合就开始了,大规模集成电路出现后,机电一体化技术有了明显进展。将传统机械、电子、信息、控制等学科结合在了一起。可编程控制器是微机技术和继电器常规控制概念相结合的产物,是一种以微处理器为核心的用作数字控制的计算机。可编程序控制器在工业过程自动化系统中应用日益广泛,其通过数字式的输入和输出满足各类机械控制的需要,易于与工业控制系统连成一个整体,又易于扩充其功能。利用可编程控制器对老式捏合机进行改进,为其设计新的控制系统,以可编程控制器取代继电器控制,提高其可靠性。关键词:机电一体化,可编程序控制器,设计
ABSTRACT
As the development of mechatronics, the combination of the electronics technique and mechanical technique started. The large scale integration appear, mechatronics turned a technique to have obvious progress. Traditional machine, electronics, information, control etc. the academics combine at together. Programmable Logic Controller is tiny machine technique with combine together after the electric appliances normal regulations control concept of outcome, It is a kind of calculator used to a digital control that takes microprocessor as core. Programmable Logic controller application is increasingly extensive in the industrial process automation, it satisfies each kind of demand that the machine control type through the digital input and output, it's easy to connect industry control system as one and be easy to enlarge its function again. Make use of Programmable Logic Controller to carry on an improvement to the old style of knead to match machine, design new control system for it, be replace with Programmable Logic Controller to the electric appliances to improve the credibility.Key words: Mechatronics, Programmable Logic Controller, Design
目 录
摘 要 I
ABSTRACT II
第一章 前言 1
1.1 机电一体化技术及其发展 1
1.2 机械设备电气控制及其发展 2
1.3 毕业设计课题来源及任务 3
第二章 NH-500型捏合机总体设计 5
第三章 NH-500型捏合机机械系统设计 8
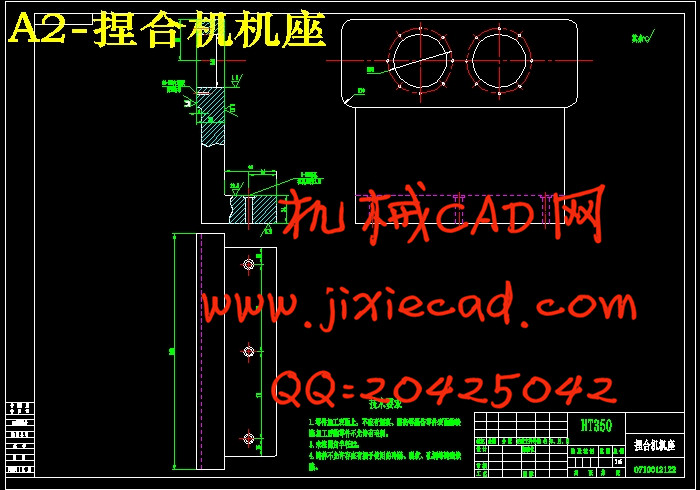
3.1 箱体 8
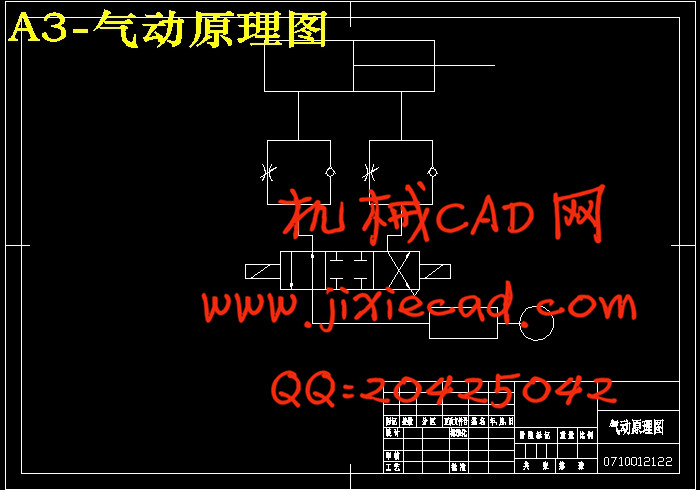
3.2 箱盖及气动装置 8
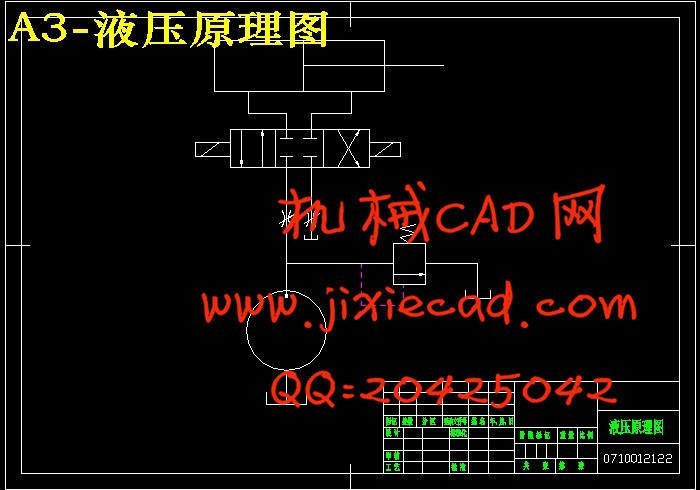
3.3 液压传动装置 9
3.4 电动机 10
3.5 减速器 12
3.6 轴体刀具 12
3.7 换向器 12
3.8 控制柜 13
3.9 联轴器 13
3.10 调节垫块 13
3.11 其他零件 14
第四章 NH-500型捏合机气动、液压系统设计 15
第五章 NH-500型捏合机控制系统设计17
5.1 NH-500型捏合机工艺过程 17
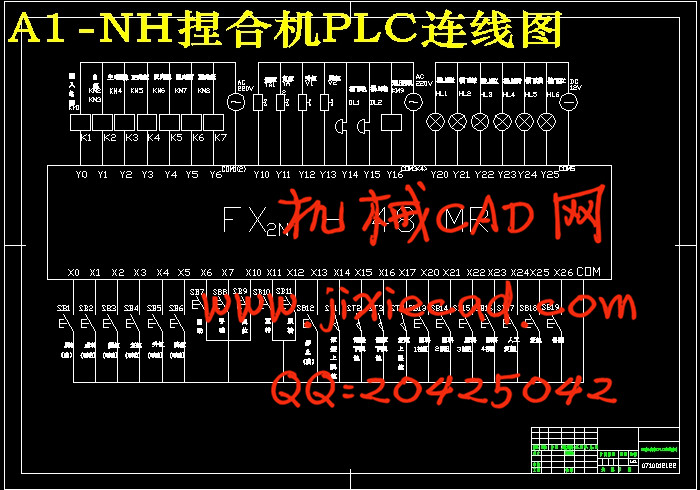
5.2 PLC控制系统 17
5.2.1 PLC输入输出分配 19
5.2.2 人机界面 22
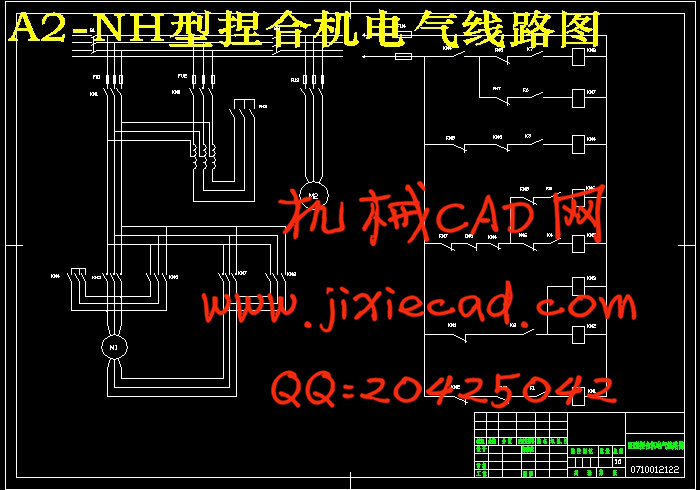
5.3 继电接触器、液压、气动控制系统 23
5.4 PLC程序设计 23
5.4.1 初始梯形图 23
5.4.2手动操作顺序功能SFC图 23
5.4.3原点复位顺序功能SFC图 25
5.4.4 自动运行 26
5.4.5 PLC程序设计方法小节 28
5.4.6程序调试和模拟运行 30
5.5 PLC故障检测 30
5.6 PLC控制系统可靠性提高 31
第六章 总结 32
参考文献 33
致 谢 34