设计简介
摘要
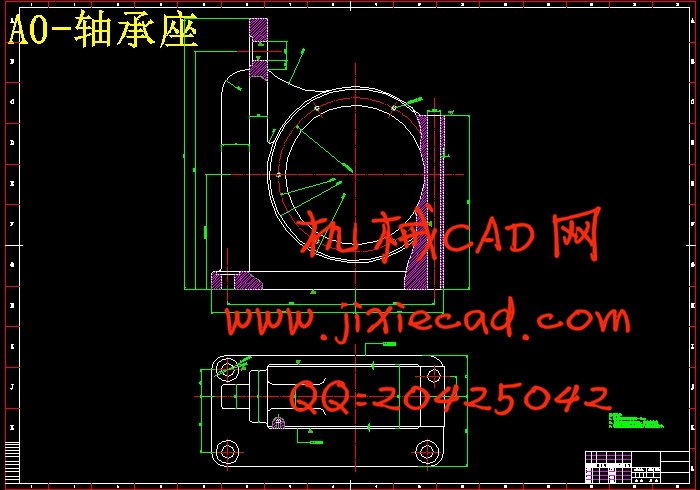
本次设计是轴承座与齿轮的加工工艺规程及工序的专用夹具设计。
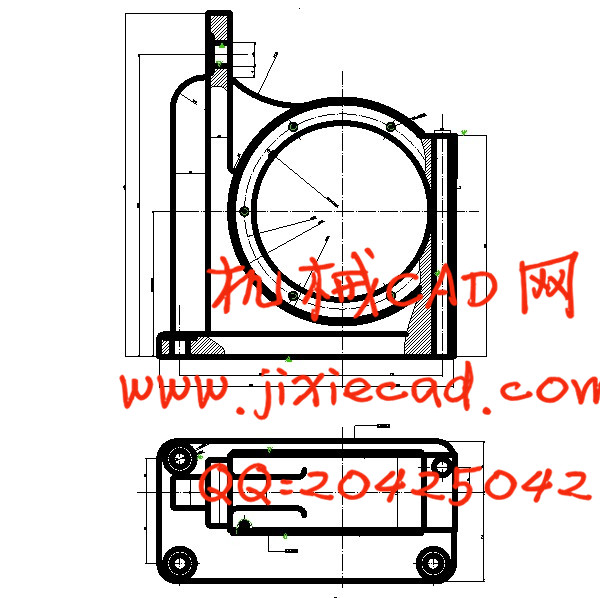
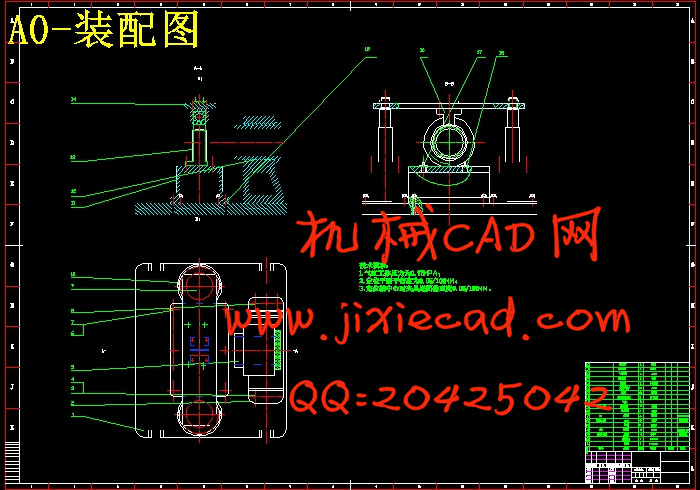
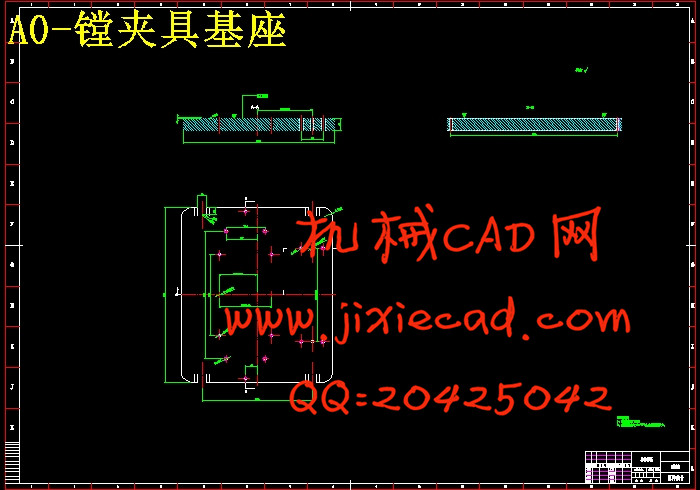
本文在了解机械加工工艺的相关理论和概念之后,分别对轴承座和齿轮进行了工艺规程及夹具设计,根据零件大批生产要求,首先对零件进行分析,确定好零件加工艺规程后,设计出毛坯的结构,选择好零件的加工基准,设计出零件的加工工艺路线;接着对零件各个工步的工序进行尺寸计算,确定好各个工序的工艺装备、切削用量及工序工时定额;然后进行专用夹具的设计,经过考虑,对轴承座的加工设计一副镗孔夹具,对齿轮的加工设计一副钻夹具,根据各自零件特点,拟出夹具的各个组成部件:镗夹具的定位采用“一面两孔”的定位方式、夹紧元件采用气压夹紧; 钻夹具的定位采用V形块和平面的定位方式、夹紧元件采用螺旋夹紧.最后绘制出夹具装配图及相关零件图。
关键词:一面两孔 工艺规程 螺旋夹紧 气压夹紧
目 录
摘要
Abstract
第一章 绪论
1 基本概念
2 轴承座零件的介绍
3 齿轮的介绍
第二章 轴承座的工艺及夹具设计
1 零件分析
1.1 零件的作用
1.2 零件工艺分析
2 工艺规程制定
2.1 计算生产纲领,制定生产类型
2.2 审查图样工艺性
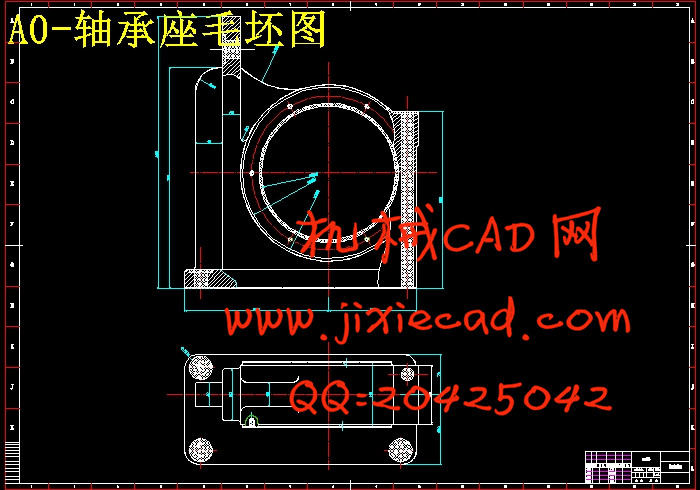
2.3 毛坏的选择
2.4 工艺过程设计
2.4.2 基准选择原则
2.4.2 定位基准选择
2.4.3 工艺路线确定
3 机械加工余量及毛坯确定
3.1 确定毛坯尺寸
3.2 设计毛坯图
4 选择加工设备与工艺装备
5 确定切削用量及基本时间定额
5.1工序三 以铸造中心孔为基准,粗铣底面
5.2工序四 铣Φ22上端面
5.2工序五 钻孔Φ22及沉孔Φ40
5.3工序六 粗铣,半精铣两轴承孔端面
5.4工序七 粗镗轴承孔Φ240,半粗镗Φ240,精镗Φ240
5.5 工序八 钻孔Φ32及沉孔Φ50
6 夹具设计
6.1定位基准选择
6.2 镗杆设计
6.3 夹紧装置设计及切削力计算
6.4 定位误差分析
6.5 夹具简要操作说明
参考文献
本次设计是轴承座与齿轮的加工工艺规程及工序的专用夹具设计。
本文在了解机械加工工艺的相关理论和概念之后,分别对轴承座和齿轮进行了工艺规程及夹具设计,根据零件大批生产要求,首先对零件进行分析,确定好零件加工艺规程后,设计出毛坯的结构,选择好零件的加工基准,设计出零件的加工工艺路线;接着对零件各个工步的工序进行尺寸计算,确定好各个工序的工艺装备、切削用量及工序工时定额;然后进行专用夹具的设计,经过考虑,对轴承座的加工设计一副镗孔夹具,对齿轮的加工设计一副钻夹具,根据各自零件特点,拟出夹具的各个组成部件:镗夹具的定位采用“一面两孔”的定位方式、夹紧元件采用气压夹紧; 钻夹具的定位采用V形块和平面的定位方式、夹紧元件采用螺旋夹紧.最后绘制出夹具装配图及相关零件图。
关键词:一面两孔 工艺规程 螺旋夹紧 气压夹紧
目 录
摘要
Abstract
第一章 绪论
1 基本概念
2 轴承座零件的介绍
3 齿轮的介绍
第二章 轴承座的工艺及夹具设计
1 零件分析
1.1 零件的作用
1.2 零件工艺分析
2 工艺规程制定
2.1 计算生产纲领,制定生产类型
2.2 审查图样工艺性
2.3 毛坏的选择
2.4 工艺过程设计
2.4.2 基准选择原则
2.4.2 定位基准选择
2.4.3 工艺路线确定
3 机械加工余量及毛坯确定
3.1 确定毛坯尺寸
3.2 设计毛坯图
4 选择加工设备与工艺装备
5 确定切削用量及基本时间定额
5.1工序三 以铸造中心孔为基准,粗铣底面
5.2工序四 铣Φ22上端面
5.2工序五 钻孔Φ22及沉孔Φ40
5.3工序六 粗铣,半精铣两轴承孔端面
5.4工序七 粗镗轴承孔Φ240,半粗镗Φ240,精镗Φ240
5.5 工序八 钻孔Φ32及沉孔Φ50
6 夹具设计
6.1定位基准选择
6.2 镗杆设计
6.3 夹紧装置设计及切削力计算
6.4 定位误差分析
6.5 夹具简要操作说明
参考文献