设计简介
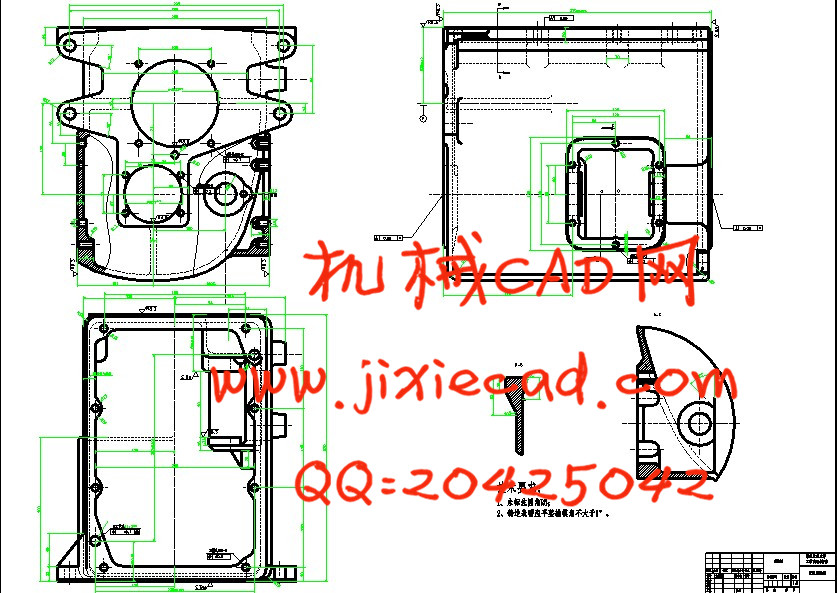
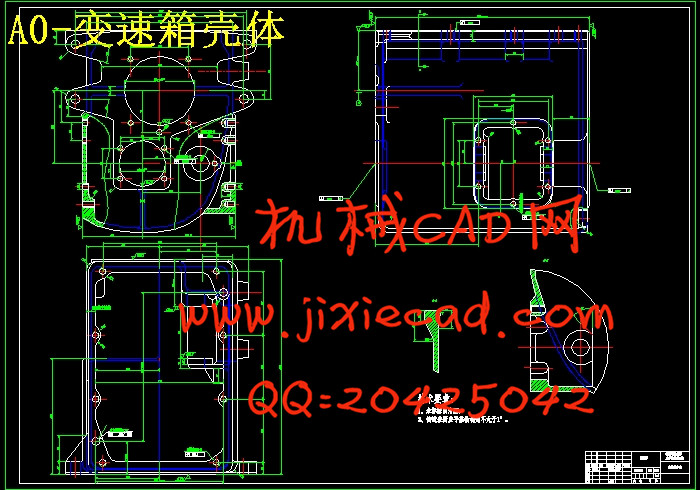
摘 要:变速箱主要是加工表面和轴孔,此外轴孔加工不但要达到孔本身的尺寸精度要求,还要保证与其他轴孔的相互位置精度。另外变速箱体里还装有轴承、齿轮、差速器等组件,这些零件盒组件的装配精度在很大程度上取决于箱体本身的 精度。箱体的加工质量还会影响到传动性。
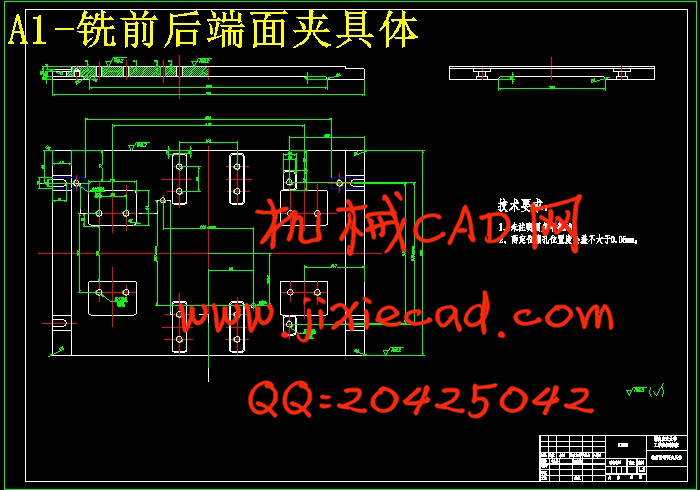
夹具是机床的重要组成部件是根据机床的工艺和结构方案的具体要求而设计的。它是用于实现被加工零件的准确定位,夹压,刀具的导向,以及装卸工件时限位等等作用的。车床夹具一般都是在悬臂状态下工作的,为保证加工过程的稳定性;夹具结构应力求简单紧凑,轻便且安全,悬伸长度尽量小,使重心靠近主轴前支承。为保证安全,夹具体应制成圆形,加具体上的各元件不允许伸出夹具体直径之外。此外,夹具的结构还应便于工件的安装、测量和切屑的顺利排出或清理。
关键词:工序,加工余量,轴孔,精度
Abstract: Transmission main processing is the surface and the shaft hole, in addition to the shaft hole machining is not only to achieve the requirements of dimensional accuracy of the hole itself, but als
-o to ensure the accuracy of the mutual position of the other shaft hole. In addition, bearings, gears,differ
-ential assembly is also equipped with the transmission case, the accuracy of the assembly of the cartridg
-e assembly of these parts depends largely on the accuracy of the casing itself. Case processing quality al -so affect the transmission.
The fixture is a key component of the machine is designed according to the specific requirements of the process and structure of the machine tool program. It is used to implement the exact location of the m -achined parts, pinched guide of the tool, as well as loading and unloading the workpiece time limit bit ro -le. Lathe fixture are generally working in a cantilever state, in order to ensure the stability of the prooces
-s; fixture structure should be simple compact, portable and secure, the length of the overhang is as small as possible, so that the center of gravity close to the spindle support. To ensure safety, the specific folder should be made round, plus specific components may neither be extended to the specific folder diameter. In addition, the structure of the fixture should be to facilitate the installation of the workpiecemeasureme
-nt and smooth chip discharge or clean-up.
Key words:Working procedure, Process redundancy, Axle hole,Precision
目 录
摘要……………………………………………………………………………1
关键词…………………………………………………………………………1
1前言………………………………………………………………………………2
2零件的工艺分析……………………………………………………………………3
2.1零件的作用 …………………………………………………………………3
2.2确定零件的毛坯成型………………………………………………………………3
2.3零件的工艺分析 ………………………………………………………………… 4
2.4加工工艺设计及方案选择…………………………………………………………5
2.4.1加工工艺设计……………………………………………………………………5
2.4.2平面及孔系加工方案的选择……………………………………………………5
2.5加工定位基准的选择………………………………………………………………6
2.5.1粗基准的选择……………………………………………………………………6
2.5.2精基准的选择……………………………………………………………………6
2.6变速箱箱体的主要加工工序安排…………………………………………………7
3机械加工的计算…………………………………………………………………… 9
3.1机械加工余量、工序尺寸及毛坯尺寸的确定……………………………………9
3.2确定切削用量及基本工时(机动时间)…………………………………………13
3.3额定时间计算及生产安排……………………………………………………… 30
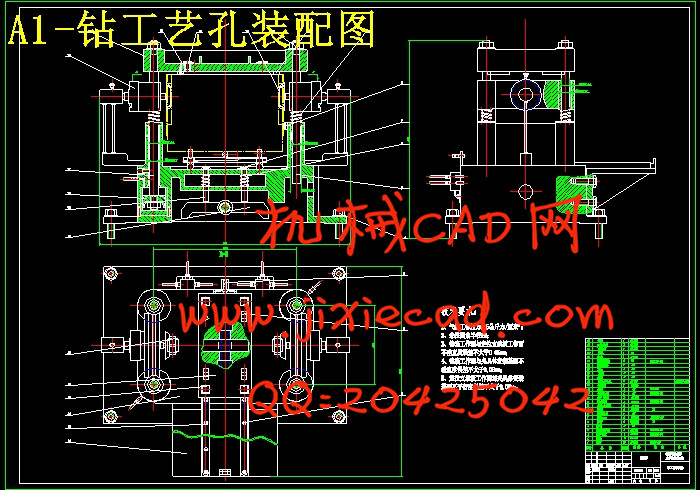
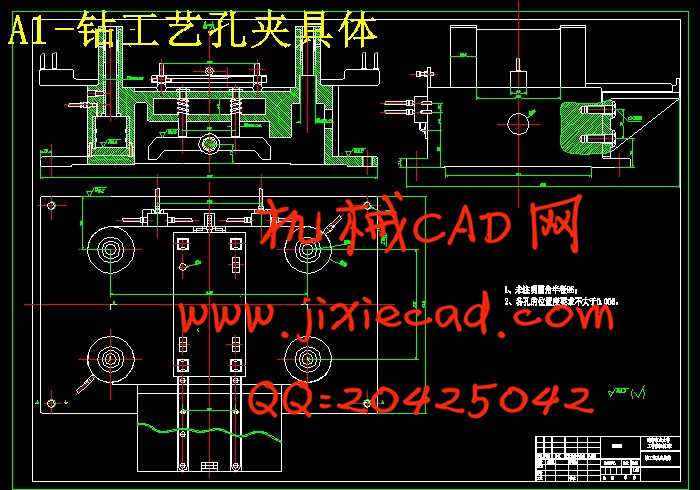
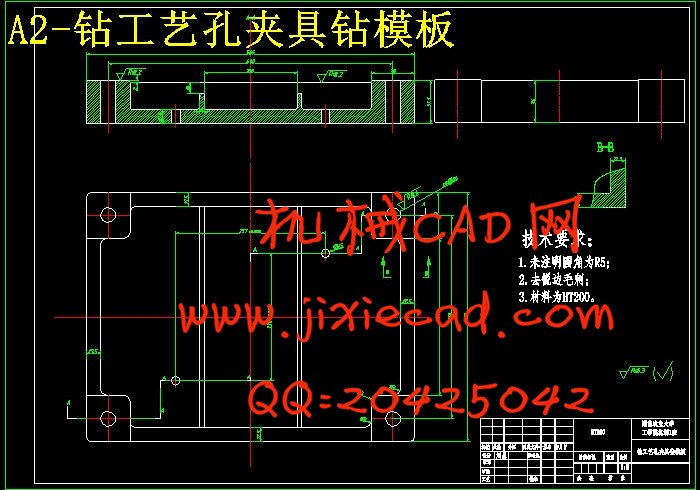
4专用夹具设计……………………………………………………………………… 32
4.1加工工艺孔夹具设计…………………………………………………………… 32
4.1.1定位基准的选择……………………………………………………………… 32
4.1.2切削力的计算与夹紧力分析………………………………………………… 33
4.1.3夹紧元件及动力装置确定…………………………………………………… 33
4.1.4钻套、衬套、钻模板及夹具设计………………………………………………35
4.1.5夹具精度分析………………………………………………………………… 36
4.1.6夹具设计及操作的简要说明………………………………………………… 37
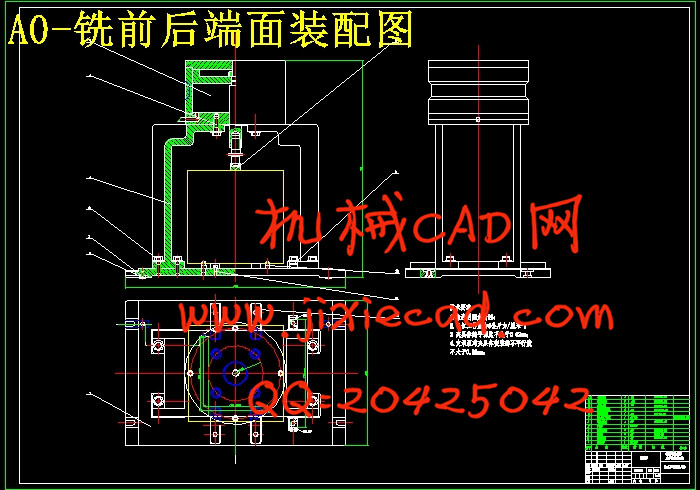
4.2粗铣前后端面夹具设计………………………………………………………… 37
4.2.1定位基准的选择……………………………………………………………… 37
4.2.2定位元件的设计……………………………………………………………… 38
4.2.3定位误差分析………………………………………………………………… 39
4.2.4铣削力与夹紧力计算………………………………………………………… 39
4.2.5定向键与对刀装置设计……………………………………………………… 40
4.2.6夹紧装置及夹具体设计……………………………………………………… 42
4.2.7夹具设计及操作的简要说明………………………………………………… 43
5结论……………………………………………………………………………44
参考文献 ………………………………………………………………………44
致谢……………………………………………………………………………45
附录……………………………………………………………………………45
夹具是机床的重要组成部件是根据机床的工艺和结构方案的具体要求而设计的。它是用于实现被加工零件的准确定位,夹压,刀具的导向,以及装卸工件时限位等等作用的。车床夹具一般都是在悬臂状态下工作的,为保证加工过程的稳定性;夹具结构应力求简单紧凑,轻便且安全,悬伸长度尽量小,使重心靠近主轴前支承。为保证安全,夹具体应制成圆形,加具体上的各元件不允许伸出夹具体直径之外。此外,夹具的结构还应便于工件的安装、测量和切屑的顺利排出或清理。
关键词:工序,加工余量,轴孔,精度
Abstract: Transmission main processing is the surface and the shaft hole, in addition to the shaft hole machining is not only to achieve the requirements of dimensional accuracy of the hole itself, but als
-o to ensure the accuracy of the mutual position of the other shaft hole. In addition, bearings, gears,differ
-ential assembly is also equipped with the transmission case, the accuracy of the assembly of the cartridg
-e assembly of these parts depends largely on the accuracy of the casing itself. Case processing quality al -so affect the transmission.
The fixture is a key component of the machine is designed according to the specific requirements of the process and structure of the machine tool program. It is used to implement the exact location of the m -achined parts, pinched guide of the tool, as well as loading and unloading the workpiece time limit bit ro -le. Lathe fixture are generally working in a cantilever state, in order to ensure the stability of the prooces
-s; fixture structure should be simple compact, portable and secure, the length of the overhang is as small as possible, so that the center of gravity close to the spindle support. To ensure safety, the specific folder should be made round, plus specific components may neither be extended to the specific folder diameter. In addition, the structure of the fixture should be to facilitate the installation of the workpiecemeasureme
-nt and smooth chip discharge or clean-up.
Key words:Working procedure, Process redundancy, Axle hole,Precision
目 录
摘要……………………………………………………………………………1
关键词…………………………………………………………………………1
1前言………………………………………………………………………………2
2零件的工艺分析……………………………………………………………………3
2.1零件的作用 …………………………………………………………………3
2.2确定零件的毛坯成型………………………………………………………………3
2.3零件的工艺分析 ………………………………………………………………… 4
2.4加工工艺设计及方案选择…………………………………………………………5
2.4.1加工工艺设计……………………………………………………………………5
2.4.2平面及孔系加工方案的选择……………………………………………………5
2.5加工定位基准的选择………………………………………………………………6
2.5.1粗基准的选择……………………………………………………………………6
2.5.2精基准的选择……………………………………………………………………6
2.6变速箱箱体的主要加工工序安排…………………………………………………7
3机械加工的计算…………………………………………………………………… 9
3.1机械加工余量、工序尺寸及毛坯尺寸的确定……………………………………9
3.2确定切削用量及基本工时(机动时间)…………………………………………13
3.3额定时间计算及生产安排……………………………………………………… 30
4专用夹具设计……………………………………………………………………… 32
4.1加工工艺孔夹具设计…………………………………………………………… 32
4.1.1定位基准的选择……………………………………………………………… 32
4.1.2切削力的计算与夹紧力分析………………………………………………… 33
4.1.3夹紧元件及动力装置确定…………………………………………………… 33
4.1.4钻套、衬套、钻模板及夹具设计………………………………………………35
4.1.5夹具精度分析………………………………………………………………… 36
4.1.6夹具设计及操作的简要说明………………………………………………… 37
4.2粗铣前后端面夹具设计………………………………………………………… 37
4.2.1定位基准的选择……………………………………………………………… 37
4.2.2定位元件的设计……………………………………………………………… 38
4.2.3定位误差分析………………………………………………………………… 39
4.2.4铣削力与夹紧力计算………………………………………………………… 39
4.2.5定向键与对刀装置设计……………………………………………………… 40
4.2.6夹紧装置及夹具体设计……………………………………………………… 42
4.2.7夹具设计及操作的简要说明………………………………………………… 43
5结论……………………………………………………………………………44
参考文献 ………………………………………………………………………44
致谢……………………………………………………………………………45
附录……………………………………………………………………………45