设计简介
中文摘要
零件的加工工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。因此这两者在机械加工行业中是至关重要的环节。
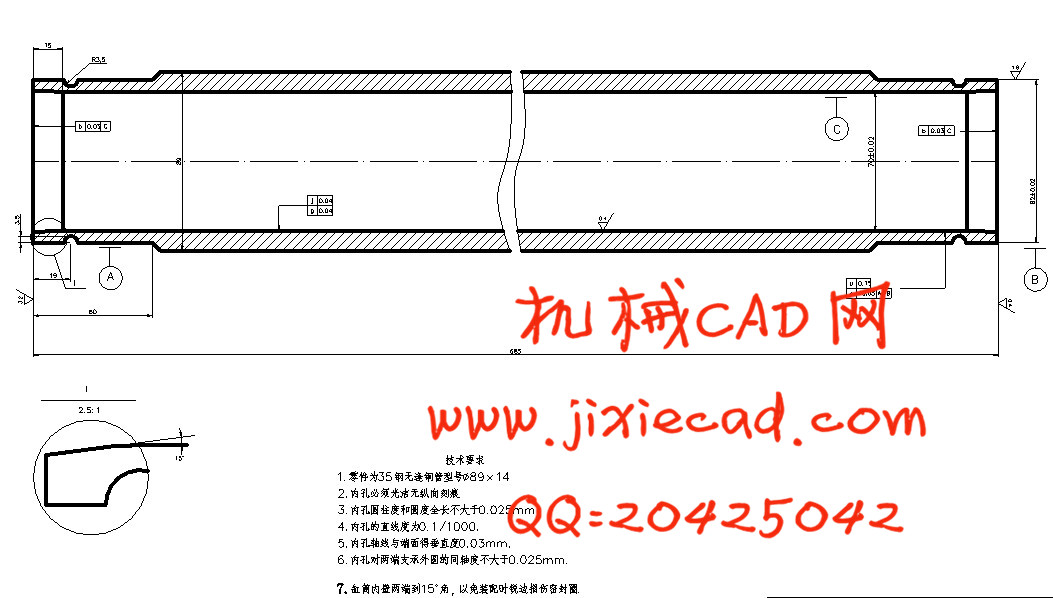
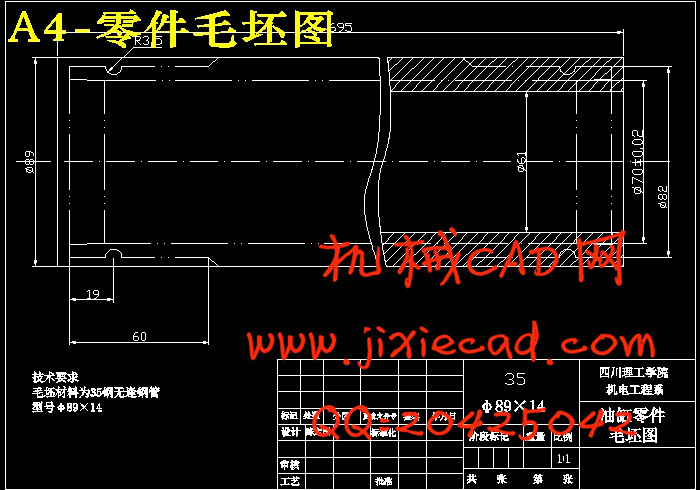
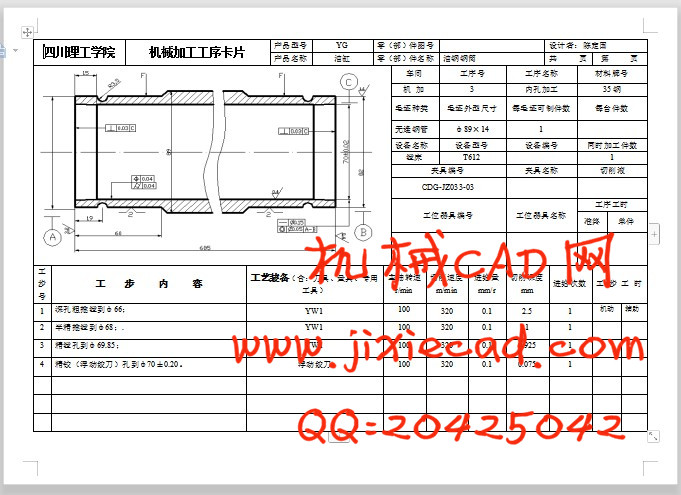
套筒零件的主要加工表面为孔和外圆表面。外圆表面加工根据精度要要求可选择车削和磨削。孔加工方法的选择比较复杂,需要考虑零件的结构特点、孔径大小、长径比、精度和粗糙度要求以及生产规模等各种因素。对于精度要求较高的孔往往还要采用几种不同的方法顺次进行加工。本次设计的油缸,为保证孔的精度和表面质量将先后经过粗镗、半精镗、精镗和滚压等四道工序加工。
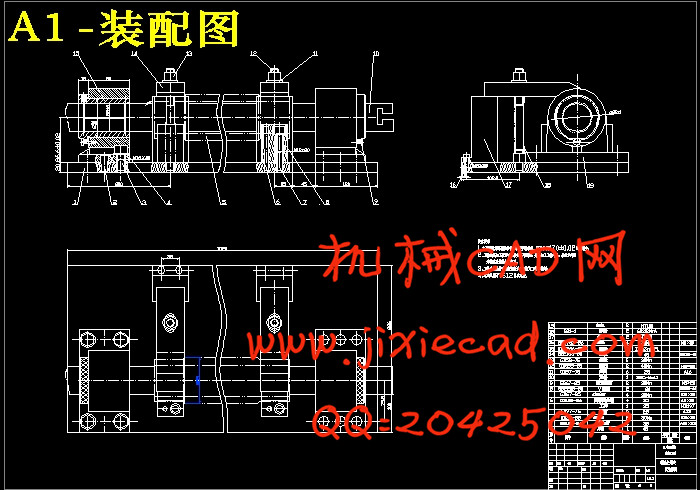
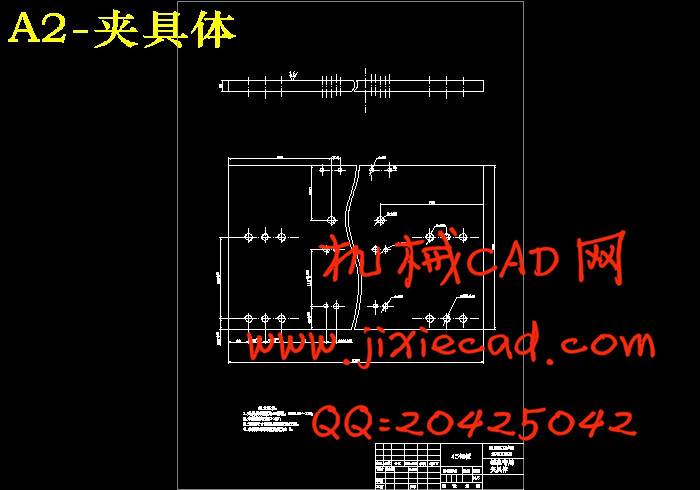
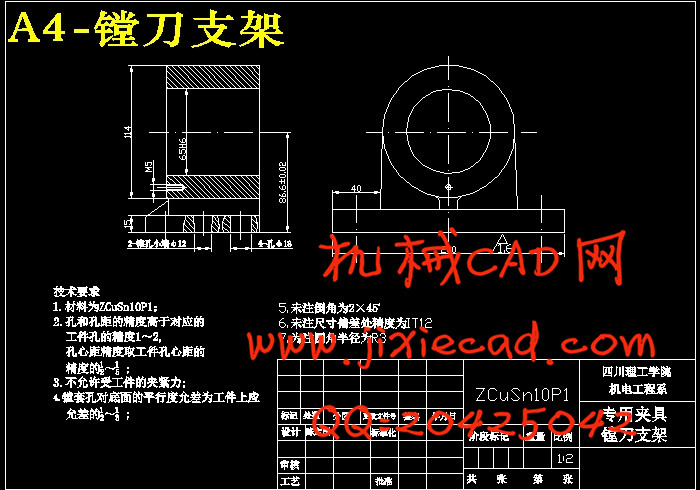
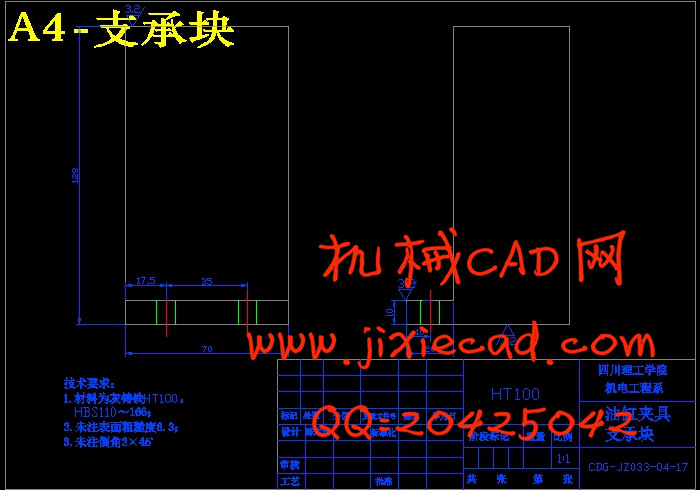
在机床上对零件进行机械加工时,为保证工件加工精度,首先要保证工件在机床上占有正确的位置,然后通过夹紧机构使工件在正确位置上固定不动,这一任务就是由机床夹具完成。对于单件、小批量生产,应尽量使用通用夹具,这样可以降低工件的生产成本。但是由于通用夹具适用各种工件的装夹,所以夹紧时往往比较费时间,并且操作复杂,生产效率低,也难以保证加工精度,为此需设计专用夹具。
关键词:工艺设计、基准选择、切削用量、定位误差
ABSTRCT
Is the components craft establishment, holds the very important status in the machine-finishing, the components craft establishes reasonable, whether do this direct relation components achieve the quality requirement finally; Jig's design is also an essential part, whether does it relate raises its processing efficiency the question. Therefore this both in the machine-finishing profession are the important links.
Sleeve components main processing surface for hole and outer annulus surface. The outer annulus face work needs to request according to the precision to be possible to choose the turning and the grinding. The hole processing method's choice is quite complex, needs to consider the components the unique feature, the aperture size, the length to diameter ratio, the precision and roughness request as well as the scale of production and so on each kind of factor. Often must use several different methods regarding the accuracy requirement high hole to carry on the processing in order. This design's cylinder, will pass through half finished boring, the finished boring, the fine articulation and the trundle successively for the guarantee hole's precision and the surface quality and so on four working procedure processings
When the engine bed carries on the machine-finishing to the components, is guaranteed that the work piece working accuracy, first needs to guarantee the work piece holds the correct position on the engine bed, then causes the work piece in the correct position through the clamp organization fixed motionless, this duty is completes by the engine bed jig. Regarding the single unit, the small batch production, should use the universal jig as far as possible, like this may reduce the work piece the production cost. But because the universal jig is suitable each kind of work piece the attire to clamp, therefore time clamp often compares spends the time, and operates complex, the production efficiency is low, also guarantees the working accuracy with difficulty, for this reason must design the unit clamp.
Key word: Craft, datum, cutting specifications, localization datum, position error.
目录
中文摘要 Ⅰ零件的加工工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。因此这两者在机械加工行业中是至关重要的环节。
套筒零件的主要加工表面为孔和外圆表面。外圆表面加工根据精度要要求可选择车削和磨削。孔加工方法的选择比较复杂,需要考虑零件的结构特点、孔径大小、长径比、精度和粗糙度要求以及生产规模等各种因素。对于精度要求较高的孔往往还要采用几种不同的方法顺次进行加工。本次设计的油缸,为保证孔的精度和表面质量将先后经过粗镗、半精镗、精镗和滚压等四道工序加工。
在机床上对零件进行机械加工时,为保证工件加工精度,首先要保证工件在机床上占有正确的位置,然后通过夹紧机构使工件在正确位置上固定不动,这一任务就是由机床夹具完成。对于单件、小批量生产,应尽量使用通用夹具,这样可以降低工件的生产成本。但是由于通用夹具适用各种工件的装夹,所以夹紧时往往比较费时间,并且操作复杂,生产效率低,也难以保证加工精度,为此需设计专用夹具。
关键词:工艺设计、基准选择、切削用量、定位误差
ABSTRCT
Is the components craft establishment, holds the very important status in the machine-finishing, the components craft establishes reasonable, whether do this direct relation components achieve the quality requirement finally; Jig's design is also an essential part, whether does it relate raises its processing efficiency the question. Therefore this both in the machine-finishing profession are the important links.
Sleeve components main processing surface for hole and outer annulus surface. The outer annulus face work needs to request according to the precision to be possible to choose the turning and the grinding. The hole processing method's choice is quite complex, needs to consider the components the unique feature, the aperture size, the length to diameter ratio, the precision and roughness request as well as the scale of production and so on each kind of factor. Often must use several different methods regarding the accuracy requirement high hole to carry on the processing in order. This design's cylinder, will pass through half finished boring, the finished boring, the fine articulation and the trundle successively for the guarantee hole's precision and the surface quality and so on four working procedure processings
When the engine bed carries on the machine-finishing to the components, is guaranteed that the work piece working accuracy, first needs to guarantee the work piece holds the correct position on the engine bed, then causes the work piece in the correct position through the clamp organization fixed motionless, this duty is completes by the engine bed jig. Regarding the single unit, the small batch production, should use the universal jig as far as possible, like this may reduce the work piece the production cost. But because the universal jig is suitable each kind of work piece the attire to clamp, therefore time clamp often compares spends the time, and operates complex, the production efficiency is low, also guarantees the working accuracy with difficulty, for this reason must design the unit clamp.
Key word: Craft, datum, cutting specifications, localization datum, position error.
目录
英文摘要 Ⅱ
概述 1
第一章 零件的分析 3
1.1 零件的作用 3
1.2 零件的工艺分析 3
1.2.1 加工方法的选择..............................................................................................3
1.2.2 保证套筒表面位置精度的方法.........................................................................3
1.2.3 防止套筒变形的工艺措施................................................................................4
第二章 工艺规程的设计 5
2.1 确定毛坯的制造形式 5
2.2 基准的选择 5
2.2.1 粗基准的选择 5
2.2.2 精基准的选择 5
2.3 制定工艺路线 5
2.4 机械加工余量、工序尺寸及毛坯的确定 6
2.5 确定切削用量及基本工时 8
2.5.1工序1 配料(35钢) 8
2.5.2工序2 车 8
2.5.3工序3 深孔推镗 14
2.5.4工序4 滚压孔 16
2.5.5工序5 车 16
2.5.6 工序6 检查 19
第三章 夹具设计......................................................................................................20
3.1 概述....................................................................................................................20
3.2 镗床夹具设计要则...............................................................................................20
3.3 夹具设计.............................................................................................................20
3.3.1 问题的提出. ................................................... ............................................20
3.3.2 镗套的结构.... ................................................... ........................................ 21
3.3.3 镗套的布置形式.... ......................................... ............................................21
3.3.4 镗杆............................................................................................................22
3.3.5 支架与底座... ................................................................................................. ........23
3.3.6 镗套与镗杆以及衬套等的配合选择...............................................................23
3.3.7 定位机构设计..............................................................................................28
3.3.8 夹紧机构的设计...........................................................................................28
3.4 夹具工作原理及动作说明...................................................................................25
第四章 结论 26
设计体会……………………………………………………………………………. 27
参考文献 28
致谢 29
附录 30