设计简介
摘要
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。关键词:工艺,工序,切削用量,夹紧,定位,误差
Abstract
In the process of design should first of all parts to analyze, understand parts of the process and then design a blank structure, and choose the good parts of the machining datum, designs the process routes of the parts; then the parts each step process dimension calculation, the key is to determine the process equipment and cutting the amount of each working procedure design; then a special fixture, fixture for the various components of a design, such as the connecting part positioning device, clamping element, a guide element, clamp and the machine tool and other components; the positioning error caused calculate fixture when positioning, analysis of the rationality and deficiency of fixture structure, pay attention to improving and will design in.Keywords: process, process, cutting, clamping, positioning
目 录
摘要 II
Abstract III
第1章 绪论 1
第2章 加工工艺规程设计 2
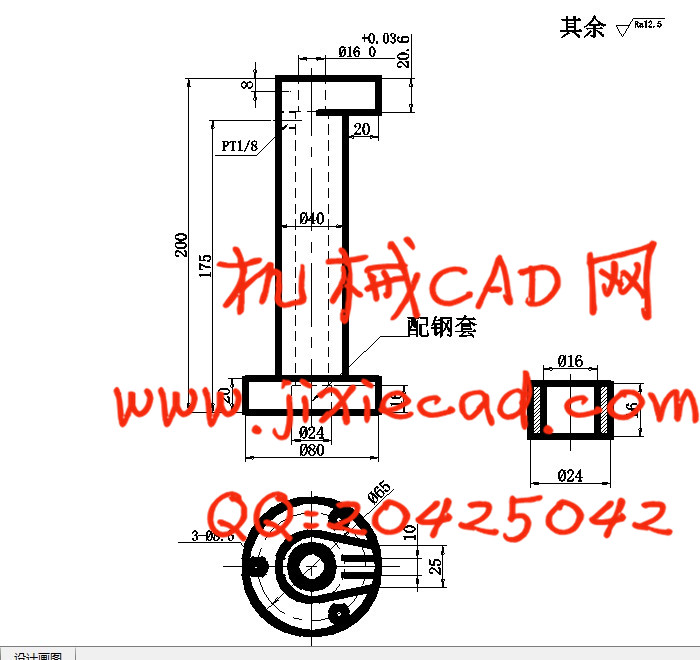
2.1 零件的分析 2
2.1.1 零件的作用 2
2.1.2 零件的工艺分析 3
2.2 座子零件加工的主要问题和工艺过程设计所应采取的相应措施 3
2.2.1 孔和平面的加工顺序 3
2.2.2 孔系加工方案选择 3
2.3 座子零件加工定位基准的选择 4
2.3.1 粗基准的选择 4
2.3.2 精基准的选择 4
2.4 座子零件加工主要工序安排 4
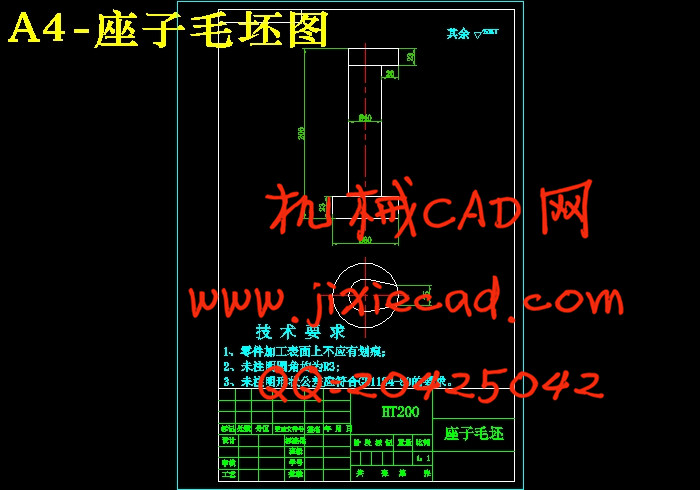
2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 6
2.6确定切削用量及基本工时(机动时间) 7
第3章 铣下端面夹具设计 11
3.1 研究原始质料 11
3.2 定位、夹紧方案的选择 12
3.3 切削力及夹紧力的计算 12
3.4 误差分析与计算 13
3. 5 定向键与对刀装置设计 14
3.6 确定夹具体结构和总体结构 15
3.7夹具设计及操作的简要说明 16
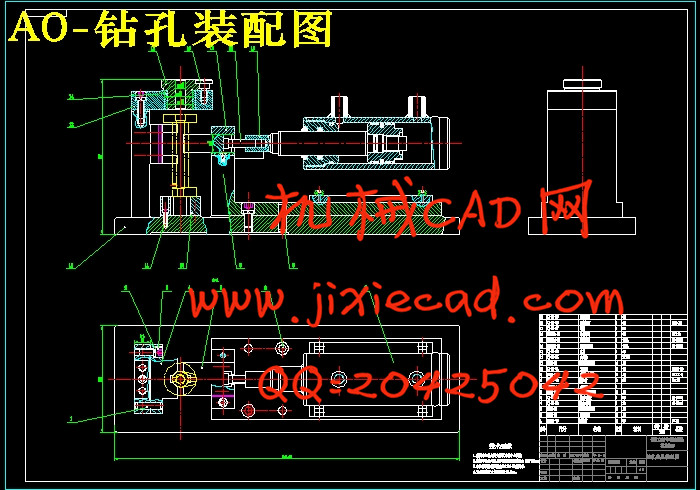
第4章 钻孔专用夹具设计 17
4.1问题的指出 17
4.2定位基准的选择 17
4.3夹具方案的设计 17
4.4.切削力和夹紧力计算 18
4.5夹紧力的计算 19
4.6定位误差分析 19
4.7零、部件的设计与选用 20
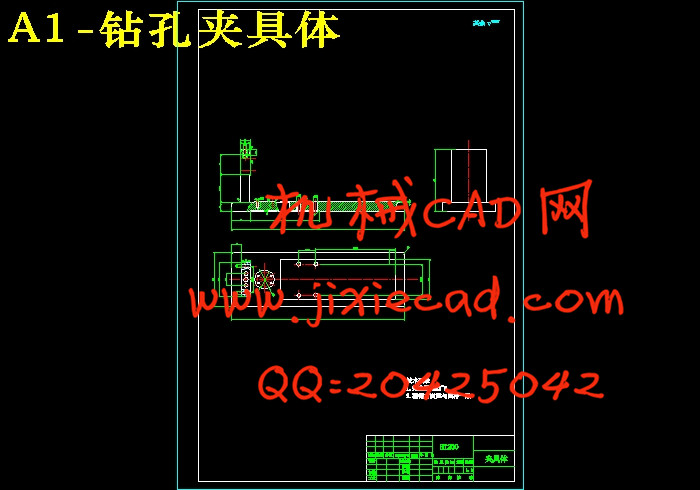
4.8确定夹具体结构尺寸和总体结构 23
总 结 25
参考文献 26
致 谢 27