设计简介
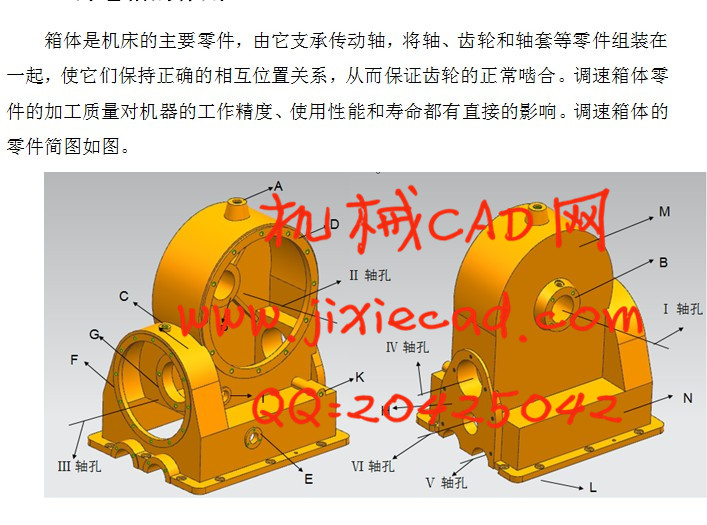
调速箱体的工艺工装设计
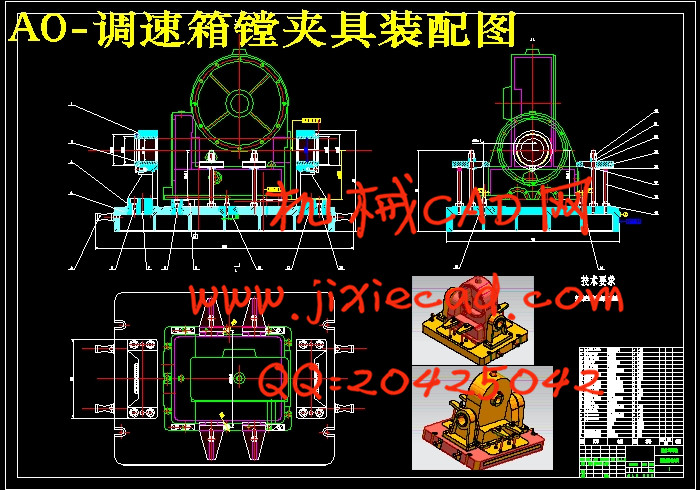
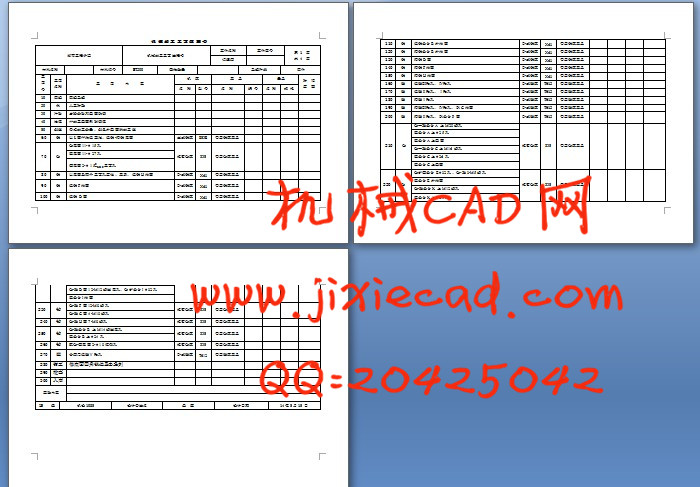
摘 要:分析了调速箱上箱体的技术要求,根据中批量生产类型,制定了调速箱上箱体的机械加工工艺过程,设计各加工工序,包括各加工面的加工方法、加工方案和切削用量的选择。对加工精度要求高的孔采用粗镗—半精镗—精镗的加工方法,平面的加工采用粗铣-精铣的方法。根据基准统一原则,选择调速箱体底面及其上两工艺孔为精基准。同时设计了调速箱体加工过程中的铣夹具、钻夹具和镗夹具。其中铣侧面夹具和镗孔夹具采用“一面两孔” 定位,螺旋压板夹紧;钻孔夹具采用一面一孔一点定位的盖板式钻模。
关键词:调速箱体 加工工艺 工序设计 夹具
Process planning over Varing speed Gearbox
Abstract:This thesis analyzes the technical requirements on regulation gearbox, formulates its machining process, and plans all processing techniques according to the mass-production type, including processing methods of all machined sueface, processing plan and the choice of cutting amount. The processing method of rough boring-boring-precision boring is adopted.in high precision hole and the rough milling-precision milling method is used in plane process.According to the principle of the basis unity, the botton and two technique holes of regulation gearbox are choosed as precise basis. At the same time, it designs the milling , drilling and boring fixtures used in machining process of regulation gearbox. Among the three fixtures, milling side fixture and boring fixture use”one surface-two holes”position with spirial platen clamping and 13 hole drilling fixture uses “one surfaces-one hole-one point”position with plat drilling mould.
Keywords: Varing speed gearbox;Machining process;Process planning;Fixture
目录
摘要 I
Abstract II
第一章 调速箱体的工艺设计 1
1.1调速箱上箱体的工艺分析 1
1.1.1调速箱的作用 1
1.1.2 确定生产类型 1
1.1.3技术条件的分析 1
1.2 确定毛坯及各表面余量 2
1.3 机械加工工艺过程 4
1.3.1 定位基准的选择 4
1.3.2 箱体各表面的加工方法和加工方案 4
1.3.3 箱体机械加工工艺过程 5
1.4 工序设计 7
1.4.1 选择加工设备、刀具、夹具和量具 7
1.4.2 确定工序尺寸 7
第二章 夹具设计 15
2.1 镗床夹具设计 15
2.1.1 定位方案 15
2.1.2 夹紧方案 16
2.1.3 导向装置的选择 17
2.1.4 底座(夹具体)设计 17
2.1.5 夹具总图上尺寸、公差和技术要求 17
2.1.6 夹具操作说明 17
参考文献 21
总 结 22
致 谢 23
附 录 25
摘 要:分析了调速箱上箱体的技术要求,根据中批量生产类型,制定了调速箱上箱体的机械加工工艺过程,设计各加工工序,包括各加工面的加工方法、加工方案和切削用量的选择。对加工精度要求高的孔采用粗镗—半精镗—精镗的加工方法,平面的加工采用粗铣-精铣的方法。根据基准统一原则,选择调速箱体底面及其上两工艺孔为精基准。同时设计了调速箱体加工过程中的铣夹具、钻夹具和镗夹具。其中铣侧面夹具和镗孔夹具采用“一面两孔” 定位,螺旋压板夹紧;钻孔夹具采用一面一孔一点定位的盖板式钻模。
关键词:调速箱体 加工工艺 工序设计 夹具
Process planning over Varing speed Gearbox
Abstract:This thesis analyzes the technical requirements on regulation gearbox, formulates its machining process, and plans all processing techniques according to the mass-production type, including processing methods of all machined sueface, processing plan and the choice of cutting amount. The processing method of rough boring-boring-precision boring is adopted.in high precision hole and the rough milling-precision milling method is used in plane process.According to the principle of the basis unity, the botton and two technique holes of regulation gearbox are choosed as precise basis. At the same time, it designs the milling , drilling and boring fixtures used in machining process of regulation gearbox. Among the three fixtures, milling side fixture and boring fixture use”one surface-two holes”position with spirial platen clamping and 13 hole drilling fixture uses “one surfaces-one hole-one point”position with plat drilling mould.
Keywords: Varing speed gearbox;Machining process;Process planning;Fixture
目录
摘要 I
Abstract II
第一章 调速箱体的工艺设计 1
1.1调速箱上箱体的工艺分析 1
1.1.1调速箱的作用 1
1.1.2 确定生产类型 1
1.1.3技术条件的分析 1
1.2 确定毛坯及各表面余量 2
1.3 机械加工工艺过程 4
1.3.1 定位基准的选择 4
1.3.2 箱体各表面的加工方法和加工方案 4
1.3.3 箱体机械加工工艺过程 5
1.4 工序设计 7
1.4.1 选择加工设备、刀具、夹具和量具 7
1.4.2 确定工序尺寸 7
第二章 夹具设计 15
2.1 镗床夹具设计 15
2.1.1 定位方案 15
2.1.2 夹紧方案 16
2.1.3 导向装置的选择 17
2.1.4 底座(夹具体)设计 17
2.1.5 夹具总图上尺寸、公差和技术要求 17
2.1.6 夹具操作说明 17
参考文献 21
总 结 22
致 谢 23
附 录 25