设计简介
为了提高加工效率及方便加工,决定材料使用高速钢,用于对进行加工,准备采用手动夹紧。
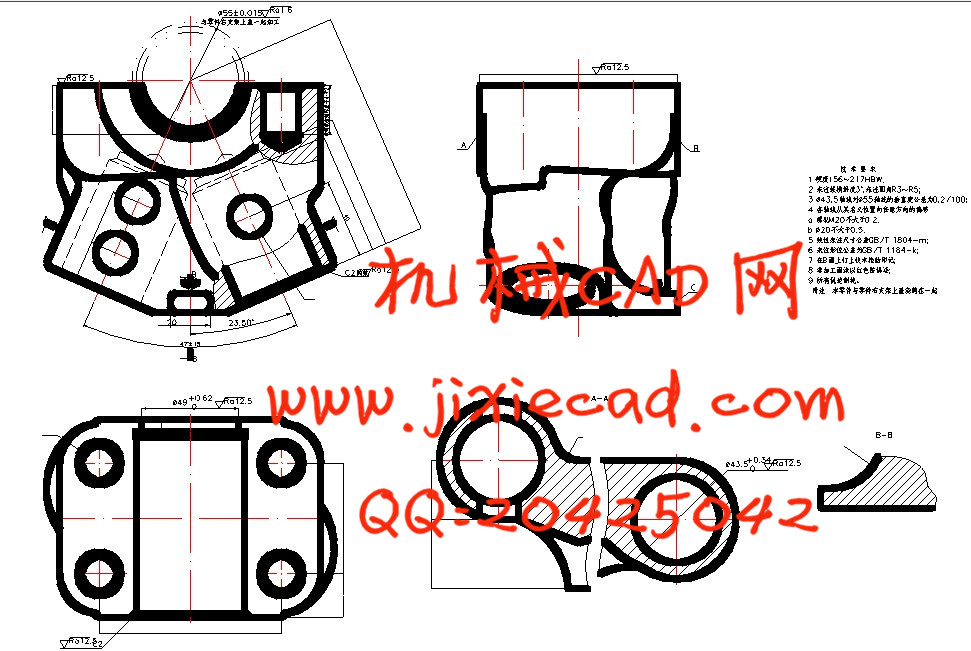
由零件图可知:在对进行加工前,底平面进行了粗、精铣加工,进行了粗、精加工。因此,定位、夹紧方案有:
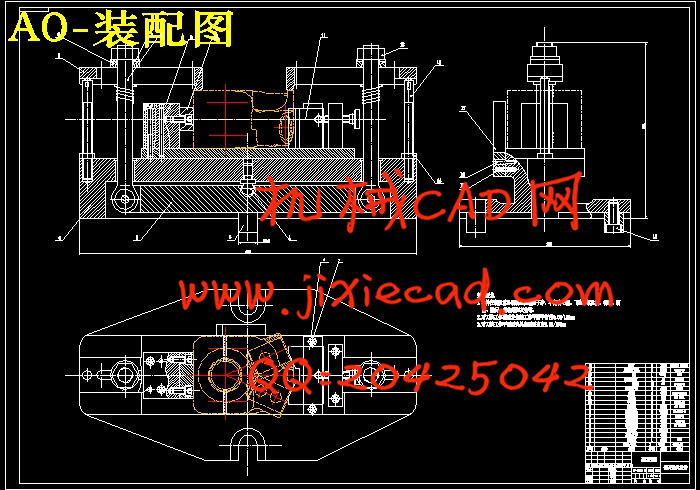
方案:选底平面、和侧面定位夹紧方式用操作简单,通用性较强的移动压板来夹紧。
通过比较分析只有方案Ⅰ满足要求,孔其加工与孔的轴线间有尺寸公差,选择小头孔和大头孔来定位,从而保证其尺寸公差要求。
为了使定位误差达到要求的范围之内,这种定位在结构上简单易操作。
由零件图可知:在对进行加工前,底平面进行了粗、精铣加工,进行了粗、精加工。因此,定位、夹紧方案有:
方案:选底平面、和侧面定位夹紧方式用操作简单,通用性较强的移动压板来夹紧。
通过比较分析只有方案Ⅰ满足要求,孔其加工与孔的轴线间有尺寸公差,选择小头孔和大头孔来定位,从而保证其尺寸公差要求。
为了使定位误差达到要求的范围之内,这种定位在结构上简单易操作。