设计简介
摘 要
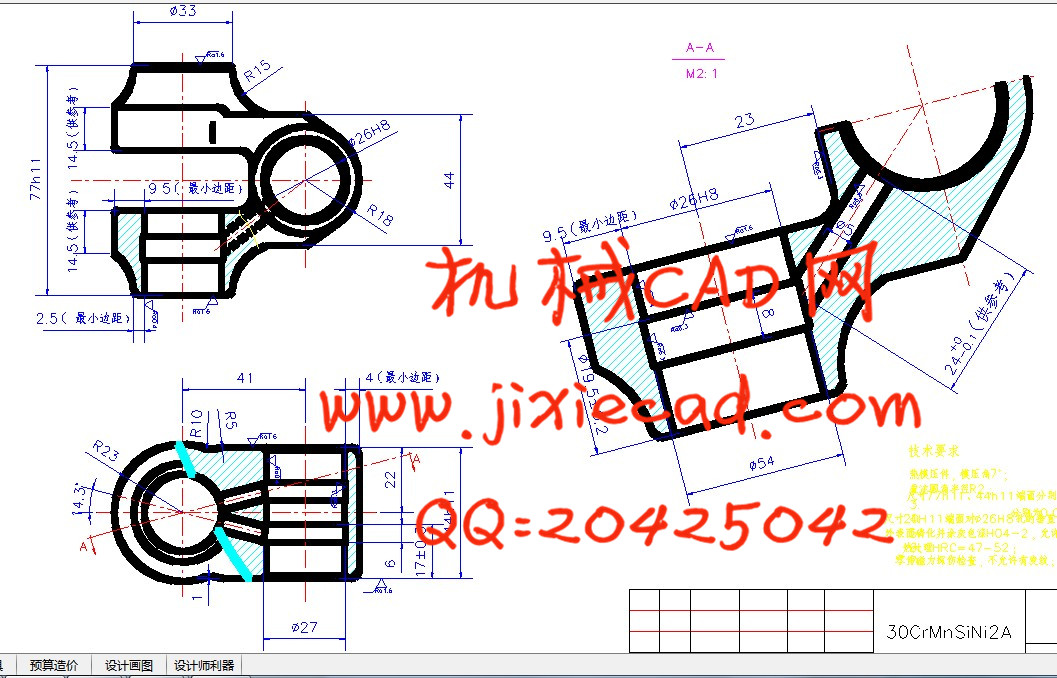
本次设计的主要内容是万向接头加工工艺规程及关键词:万向接头,工艺规程,钻孔,工艺路线,加工方式;
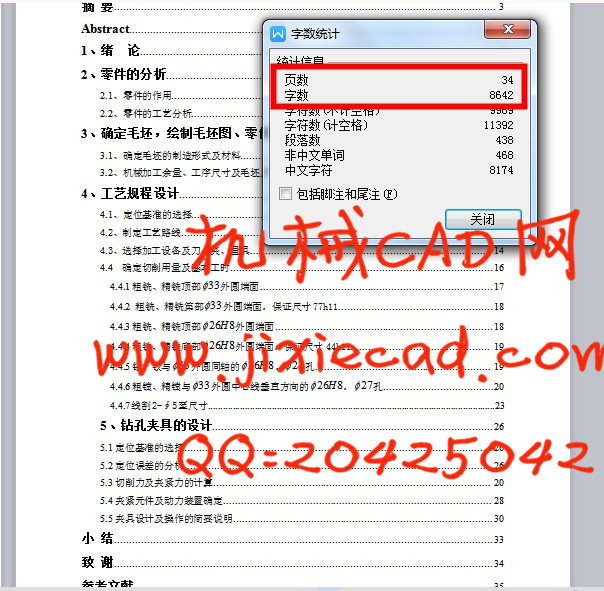
目录
摘 要 3
Abstract 4
1、绪 论 4
2、零件的分析 5
2.1、零件的作用 5
2.2、零件的工艺分析 5
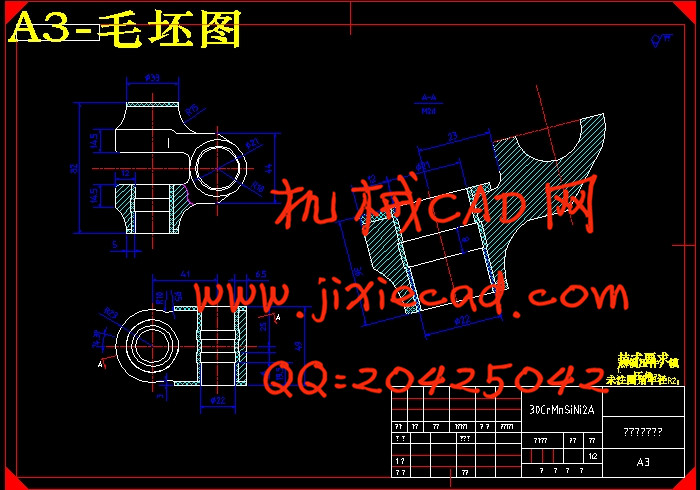
3、确定毛坯,绘制毛坯图、零件图 8
3.1、确定毛坯的制造形式及材料 8
3.2、机械加工余量、工序尺寸及毛坯尺寸的确定 8
4、工艺规程设计 10
4.1、定位基准的选择 10
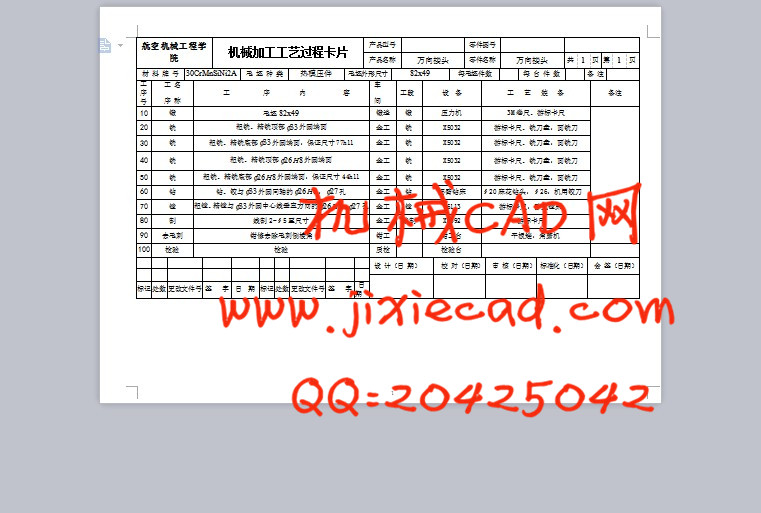
4.2、制定工艺路线 10
4.3、选择加工设备及刀、夹、量具 14
4.4 确定切削用量及基本工时 16
4.4.1粗铣、精铣顶部
4.4.2 粗铣、精铣第部
4.4.3粗铣、精铣顶部
4.4.4粗铣、精铣底部
4.4.5钻、铰与
4.4.6粗镗、精镗与
4.4.7线割2-∮5至尺寸23
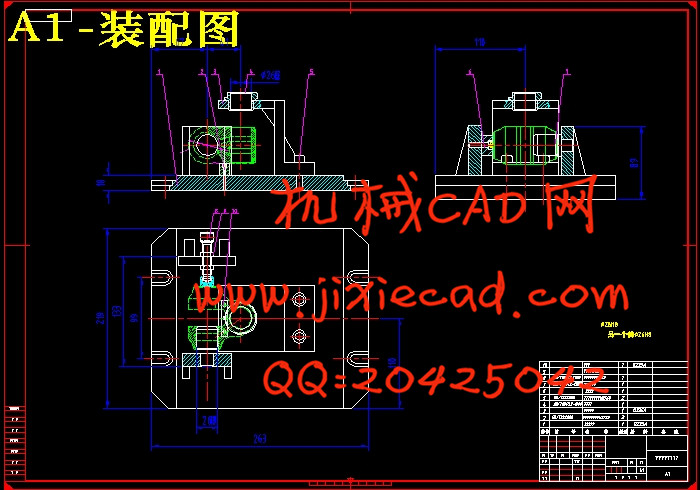
5、钻孔夹具的设计 26
5.1定位基准的选择 26
5.2定位误差的分析 26
5.3切削力及夹紧力的计算 20
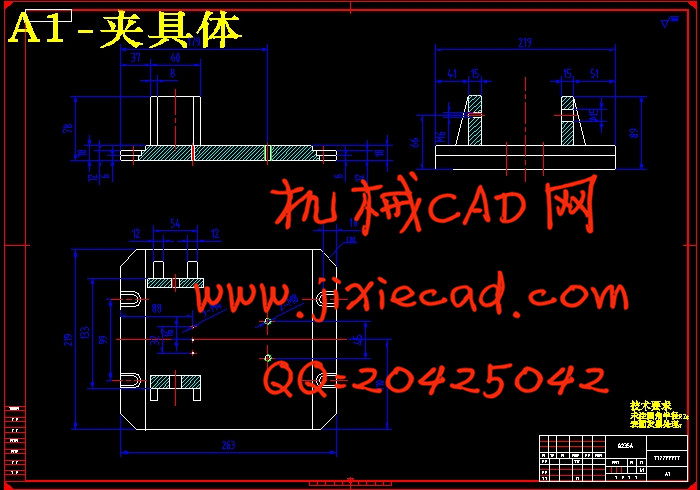
5.4夹紧元件及动力装置确定 28
5.5夹具设计及操作的简要说明 30
小 结 33
致 谢 34
参考文献 35