设计简介
摘 要
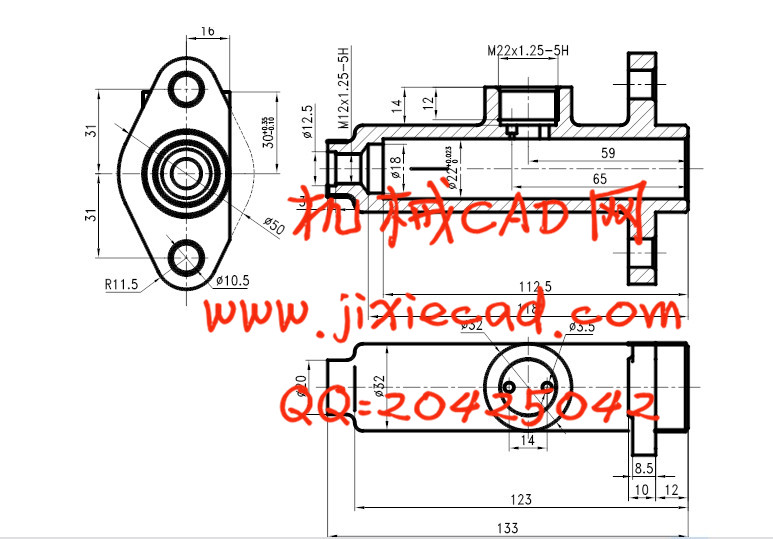
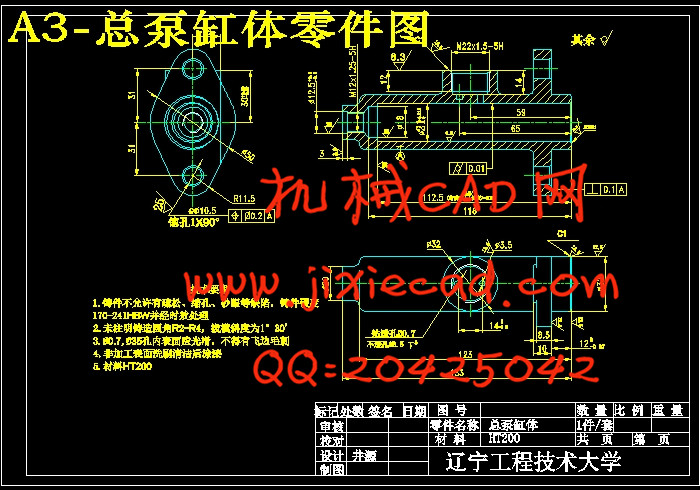
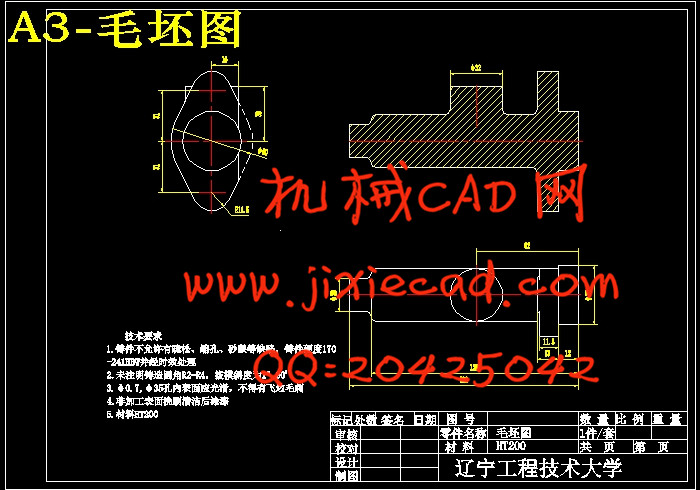
本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。总泵缸体工艺规程及其车Φ20端面;钻、攻M12
关键词:工艺、工序、切削用量、夹紧、定位、误差。
Abstract
This design involves the machinery manufacturing process and fixture design, metal cutting machine tool, tolerance and measurement and other aspects of knowledge.Master cylinder process and car of Φ 20 end; drilling, tapping screw drill, M12 1.25-5H; attack M22 1.5-5H thread; drill hole 0.7, hole Phi 3.5 and phi 3.5 through holes in the fixture design process design, including the parts processing process design and fixture three. In the process of design should first of all parts for analysis, to understand the parts of the process to design blank structure, and choose the good parts machining datum, design a part of the process route; then the parts of each step of the process dimension calculation, is the key to determine the process equipment and cutting the amount of each working procedure design; then the special fixture fixture design, selection of the various components, such as the connecting part positioning element, clamping elements, guiding elements, fixture and machine tools and other components; the positioning errors calculated fixture positioning, analysis the rationality and shortcoming of the fixture structure, pay attention to improve and design in later
Keywords : the process, procedure, cutting dosage, clamping, positioning, error.
目 录
摘 要 IAbstract II
目 录 1
第1章 绪论 3
1.1 引言 3
1.2 机械加工工艺规程的作用 3
1.3 研究方法及技术路线 4
1.4 课题背景及发展趋势 5
第2章 工艺规程设计 6
2.1毛坯的制造形式 6
2.2零件分析 6
2.3 基面选择 5
2.3.1 粗基准的选择 5
2.3.2精基准的选择 6
2.4制定工艺路线 7
2.5确定各工序的加工余量、计算工序尺寸及公差 8
2.6确定切削用量及基本工时 9
第3章 车Φ20端面的夹具设计 23
3.1问题的提出 23
3.2定位基准的选择 23
3.3切削力和夹紧力的计算 23
3.4定位误差分析 24
3.5平衡块的计算 25
3.6夹具截图 26
第4章 钻、攻M12
3.1问题的提出 27
3.2定位基准的选择 27
3.3切削力和夹紧力的计算 27
3.4定位误差分析 27
3.5钻套的设计 28
3.6夹具截图 30
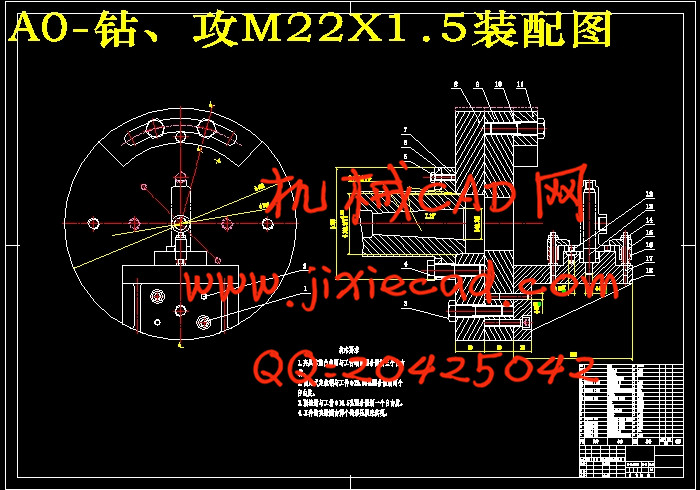
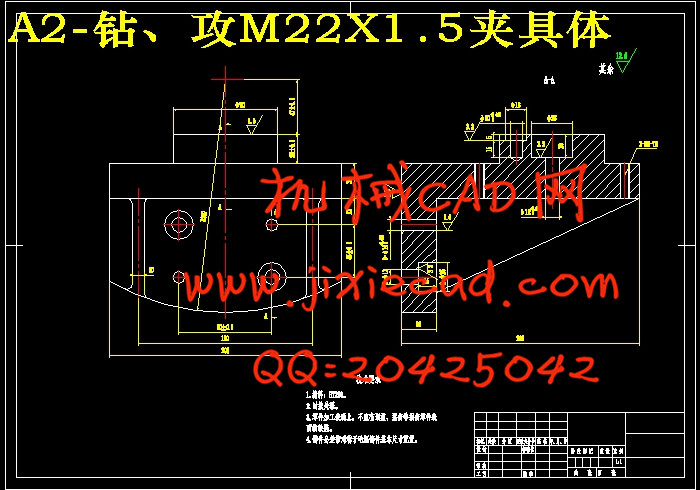
第5章 车Φ32端面、钻、攻M22
3.1问题的提出 32
3.2定位基准的选择 32
3.3切削力和夹紧力的计算 32
3.4定位误差分析 33
3.5平衡块的计算 34
3.6夹具截图 35
第6章 钻透孔Φ0.7、锪沉孔Φ3.5、钻Φ3.5通孔的夹具设计 37
3.1问题的提出 37
3.2定位基准的选择 37
3.3切削力和夹紧力的计算 37
3.4定位误差分析 37
3.5钻套的设计 38
3.6夹具截图 38
结论 40
参考文献 41
致 谢 42