设计简介
摘 要
本次设计的主要内容是十字接头加工工艺规程及【关键词】十字接头 加工工艺 夹具设计 夹具
Abstract
The connecting rod is one of the main driving medium of diesel engine, this text expounds mainly the machining technology and the design of clamping device of the connecting rod. The precision of size, the precision of profile and the precision of position , of the connecting rod is demanded highly , and the rigidity of the connecting rod is not enough, easy to deform, so arranging the craft course, need to separate the each main and superficial thick finish machining process. Reduce the function of processing the surplus , cutting force and internal stress progressively , revise the deformation after processing, can reach the specification requirement for the part finally .
【Keyword】Connecting rod Deformination Processing technology Design of clamping device
目 录
摘要 3
Abstract 4
第一章 绪 论 4
第二章 零件的分析 5
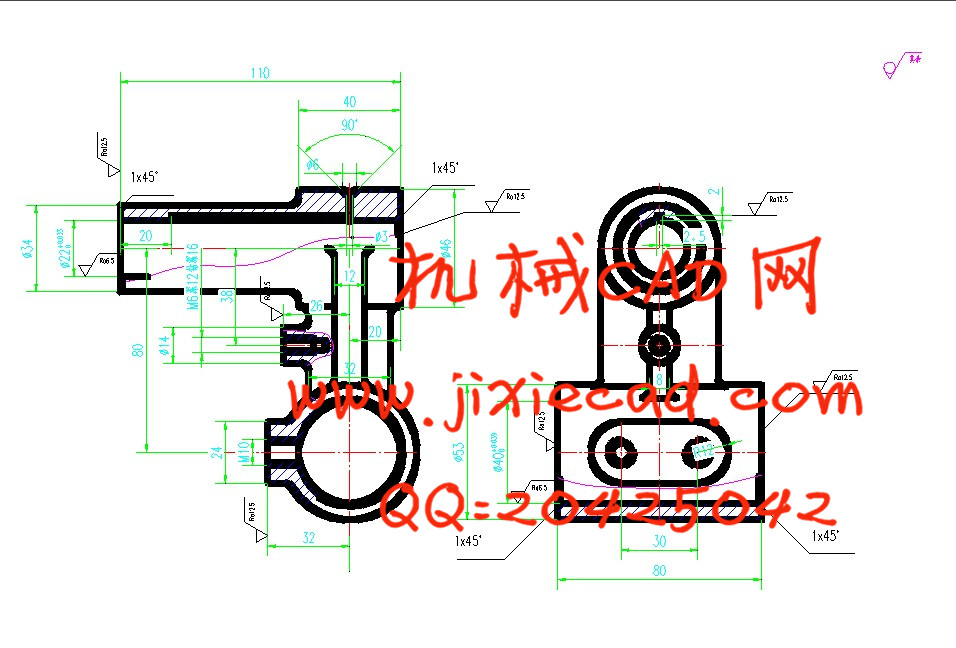
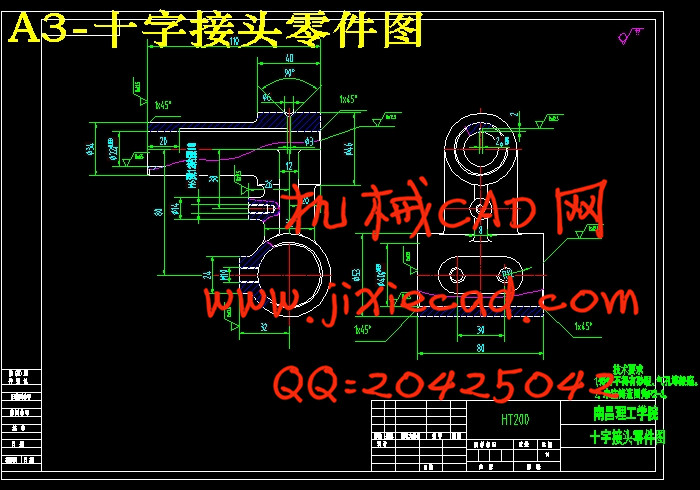
2.1、零件的作用 5
2.2、零件的工艺分析 5
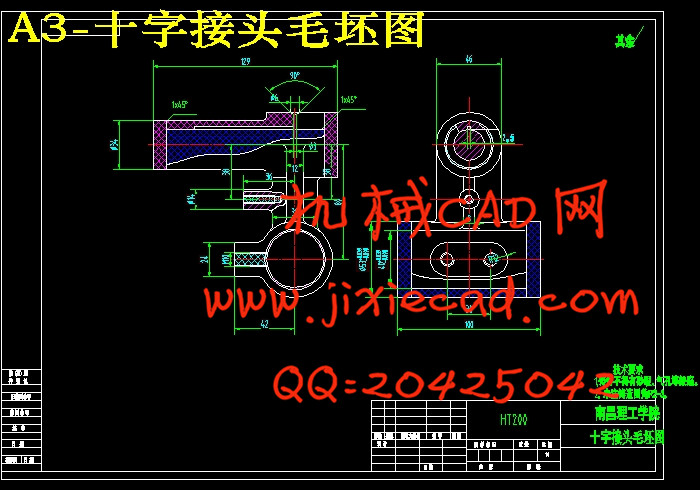
第三章 毛坯的确定以及毛坯图和零件图的绘出 8
3.1、分析毛坯的制作以及其组成 8
3.2、加工余量和工序、毛坯尺寸的确定 8
第四章 十字接头的工艺规程的设计 10
4.1、确定定位基准 10
4.2、工艺路线的确定 10
4.3、选择加工设备及刀、夹、量具 14
4.4 确定切削用量及基本工时 16
4.4.1粗精车Φ400.039孔 16
4.4.2 调头车Φ40-Φ53孔左端面 18
4.4.3钻扩铰Φ220.033内孔及左端面,拉Φ220.033内孔油槽 20
4.4.4调头车Φ220.033孔右端面 22
4.4.5铣腰形平面 23
4.4.6钻2-M10螺纹孔底孔2-Φ8.5, 钻M6螺纹孔底孔Φ5,钻油孔Φ3,锪孔口φ6深2攻M10,M6螺纹 26
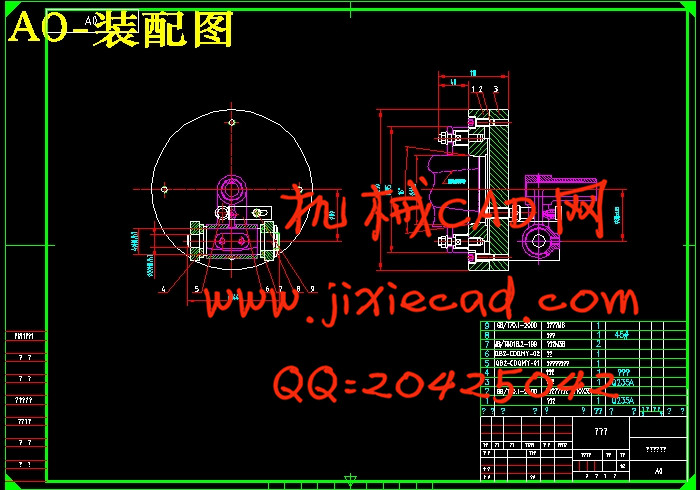
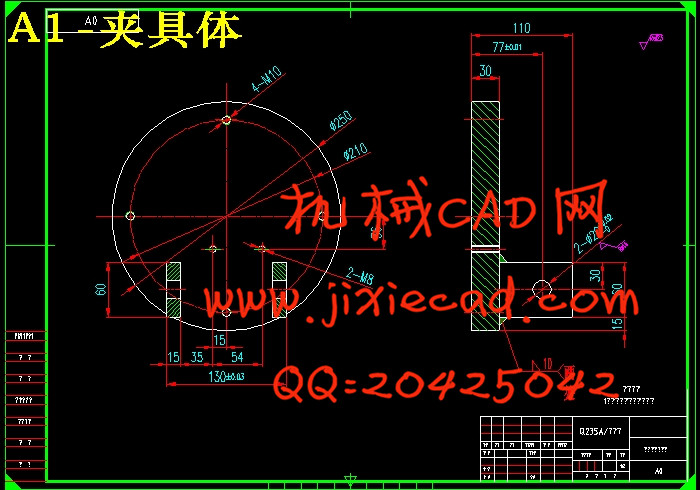
第五章 车孔夹具的设计 27
5.1选择定位基准 28
5.2分析误差 29
5.3夹具的夹紧力和切削力的计算 30
5.4夹紧元件及动力装置确定 33
5.5夹具设计及操作的简要说明 34
小结 35
参考文献 36
致 谢 37