设计简介
摘 要
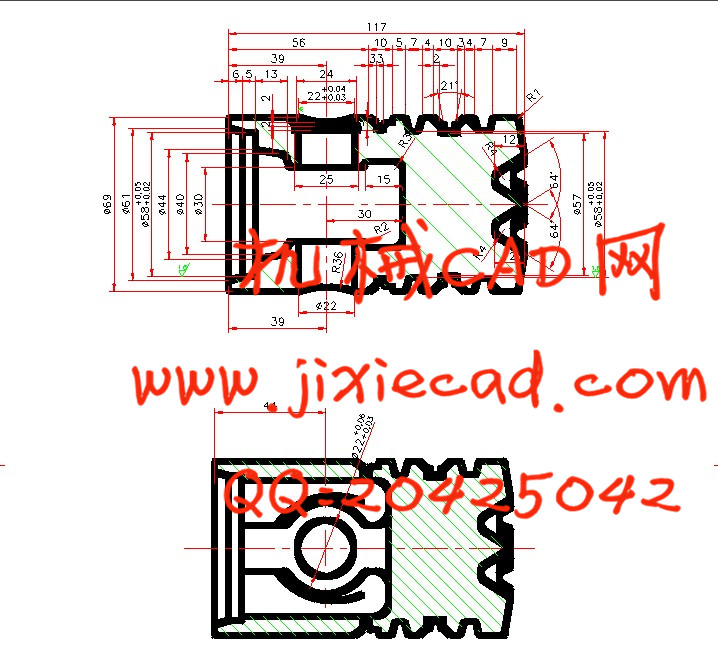
本次设计的主要内容是铝活塞机械加工工艺及夹具设计,铝活塞作为柴油发动机里面的主要零件之一,其主要加工表面及控制位置为本文的研究重点在于通过对铝活塞的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具以及设计出简单、实用的数控加工程序,通过实践验证,最终加工出合格的铝活塞零件。
关键词:铝活塞,加工余量,工艺,夹具
Abstract
The main content of this design is the aluminum piston machining process and fixture design, aluminum piston diesel engine as one of the main parts, the main processing surface and the position control for the outer circle and inner hole. By the requirements of spare parts is analyzed. The results show that ensure the outer circle and inner pore size also should try to ensure the verticality, which for the assembly process and assembly using it have an important influence. So, the process arrangement, take the large cylindrical coarse positioning and clamping processing, external circle turning machining and molding. Because of its roughness is Ra1.6, can be rough, fine car to meet. When drilling and cutting the inner hole, the outer circle of the aluminum piston is positioned to control the degree of freedom, so as to achieve the purpose of satisfying the requirement of the product and the consistency of the product.
本文的研究重点在于通过对铝活塞的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具以及设计出简单、实用的数控加工程序,通过实践验证,最终加工出合格的铝活塞零件。
The focus of this study is by of aluminum piston, the processing and mechanical properties analysis, reasonable analysis of processing technology, choosing reasonable blank, processing, design efficient, effort the fixture and design out NC machining program is simple and practical, verified by practice, the processing of the final out qualified aluminum piston parts.
关键词:铝活塞,加工余量,工艺,夹具
Key words: aluminum piston, machining allowance, process, fixture
目 录
本文的研究重点在于通过对铝活塞的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具以及设计出简单、实用的数控加工程序,通过实践验证,最终加工出合格的铝活塞零件。
The focus of this study is by of aluminum piston, the processing and mechanical properties analysis, reasonable analysis of processing technology, choosing reasonable blank, processing, design efficient, effort the fixture and design out NC machining program is simple and practical, verified by practice, the processing of the final out qualified aluminum piston parts.
关键词:铝活塞,加工余量,工艺,夹具
Key words: aluminum piston, machining allowance, process, fixture
目 录
摘 要 I
Abstract II
1 绪论 1
2 零件的分析 2
2.1 零件的作用 3
2.2 零件的工艺分析 5
3 确定毛坯,绘制毛坯图、零件图 8
3.1确定毛坯的制造形式及材料 9
3.2机械加工余量、工序尺寸及毛坯尺寸的确定 11
4 工艺规程设计 12
4.1定位基准的选择 12
4.2制定工艺路线 12
4.3选择加工设备及刀、夹、量具 12
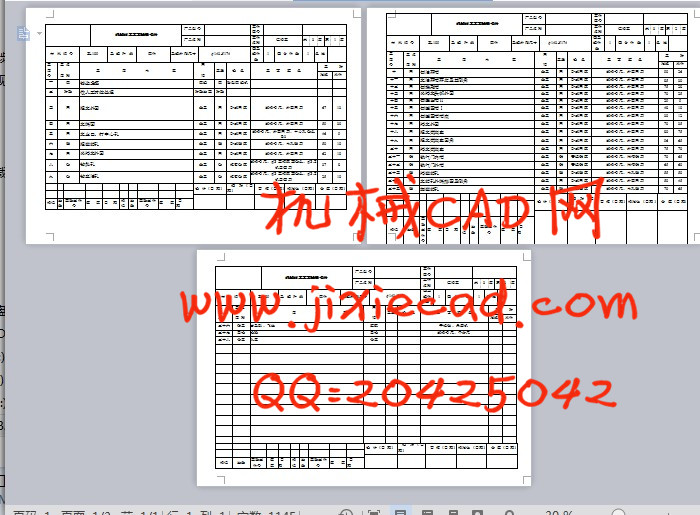
4.4 确定切削用量及基本工时 13
4.4.1粗车外圆 14
4.4.2车端面 14
4.4.3车止口、打中心孔 15
4.4.4粗镗销孔 15
4.4.5半精车外圆 16
4.4.6钻斜孔 17
4.4.7钻直油孔 17
4.4.8切油环槽 18
4.4.9车油环槽环岸及其倒角 18
4.4.10切梯形槽 18
4.4.11半精车头部外圆 19
4.4.12切镶圈槽Ⅱ 19
4.4.13切镶圈槽Ⅰ 20
4.4.14切镶圈槽槽底 20
4.4.15精车外圆 20
4.4.16粗车燃烧室 21
4.4.17粗车燃烧室圆角 21
4.4.18精车燃烧室 21
Abstract II
1 绪论 1
2 零件的分析 2
2.1 零件的作用 3
2.2 零件的工艺分析 5
3 确定毛坯,绘制毛坯图、零件图 8
3.1确定毛坯的制造形式及材料 9
3.2机械加工余量、工序尺寸及毛坯尺寸的确定 11
4 工艺规程设计 12
4.1定位基准的选择 12
4.2制定工艺路线 12
4.3选择加工设备及刀、夹、量具 12
4.4 确定切削用量及基本工时 13
4.4.1粗车外圆 14
4.4.2车端面 14
4.4.3车止口、打中心孔 15
4.4.4粗镗销孔 15
4.4.5半精车外圆 16
4.4.6钻斜孔 17
4.4.7钻直油孔 17
4.4.8切油环槽 18
4.4.9车油环槽环岸及其倒角 18
4.4.10切梯形槽 18
4.4.11半精车头部外圆 19
4.4.12切镶圈槽Ⅱ 19
4.4.13切镶圈槽Ⅰ 20
4.4.14切镶圈槽槽底 20
4.4.15精车外圆 20
4.4.16粗车燃烧室 21
4.4.17粗车燃烧室圆角 21
4.4.18精车燃烧室 21
4.4.19铣气门内槽 22
4.4.20铣气门外槽 22
4.4.21精镗销孔 23
4.4.22车销孔外端挡圈及倒角 23
4.4.23细镗销孔 24
5 钻孔夹具的设计 25
5.1定位基准的选择 25
5.2定位元件的设计 26
5.3 切削力及夹紧力的计算 26
5.4 钻、衬套及钻模板的设计 27
5.5 夹具定位误差分析 28
结 论 29
致 谢 30
参考文献 31
4.4.20铣气门外槽 22
4.4.21精镗销孔 23
4.4.22车销孔外端挡圈及倒角 23
4.4.23细镗销孔 24
5 钻孔夹具的设计 25
5.1定位基准的选择 25
5.2定位元件的设计 26
5.3 切削力及夹紧力的计算 26
5.4 钻、衬套及钻模板的设计 27
5.5 夹具定位误差分析 28
结 论 29
致 谢 30
参考文献 31