设计简介
摘 要
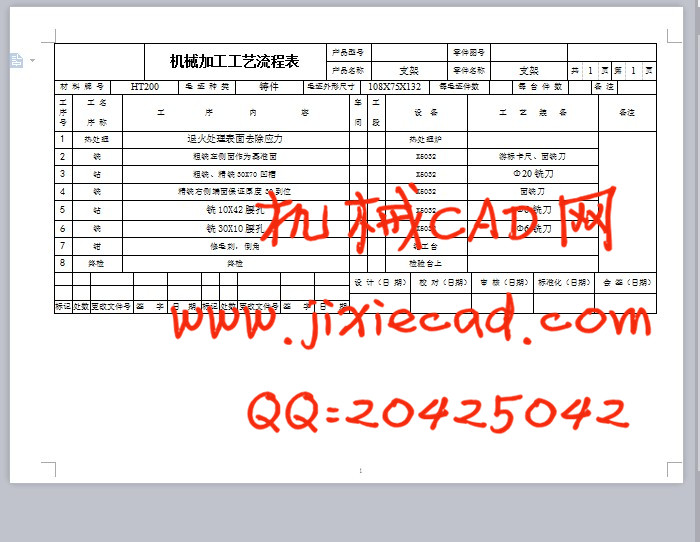
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机床及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。关键词:工艺规程;定位误差;夹紧;加工余量;夹紧力
ABSTRCT
The design of the content relates to the machinery manufacturing technology and machine tool fixture design, metal cutting machine tool, tolerance and measuring and other aspects of knowledge.Fixture design process of drilling pump cover and reaming holes is designed with 18H7 include part machining process design, process design and fixture three. In process design should first of all parts for analysis, to understand part of the process to design blank structure, and choose the good parts machining datum, design the process routes of the parts; then the parts of each step in the process to the size calculation, the key is to determine the craft equipment and the cutting dosage of each working procedure design; then the special fixture, the fixture for the various components of the design, such as the connecting part positioning devices, clamping element, a guide element, fixture and machine tools and other components; positioning error calculated by the analysis of fixture, jig structure the rationality and the deficiency, pay attention to improving and will design in.
Key words: process, process, cutting dosage, clamping, positioning, error.
目 录
1 绪 论 41.1 机械加工工艺概述 5
1.2机械加工工艺流程 6
1.3夹具概述 6
1.4机床夹具的功能 7
1.5机床夹具的发展趋势 7
1.5.1机床夹具的现状 8
1.5.2现代机床夹具的发展方向 8
2 工艺规程的设计 8
2.1零件的工艺分析及生产类型的确定 9
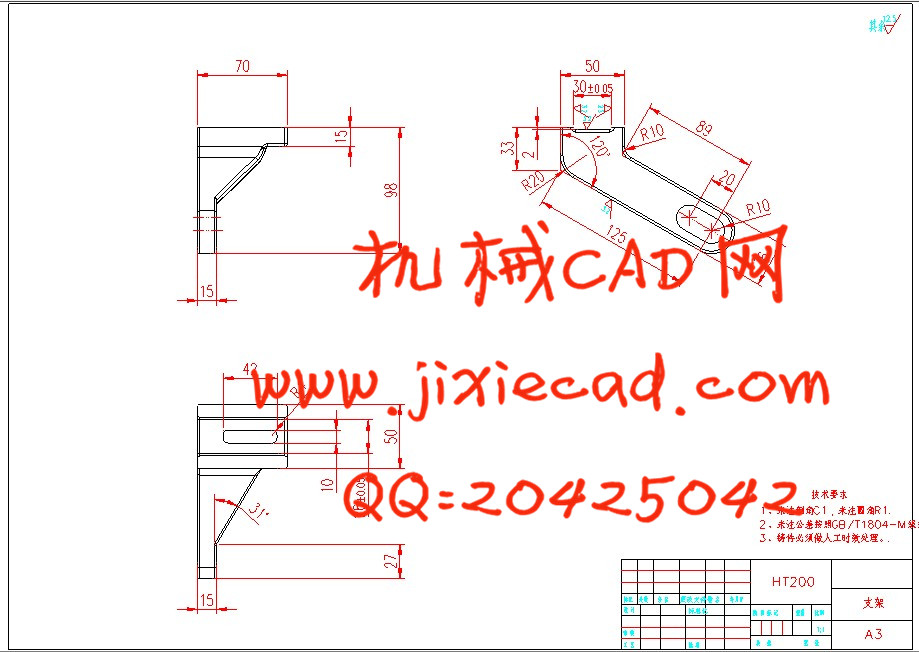
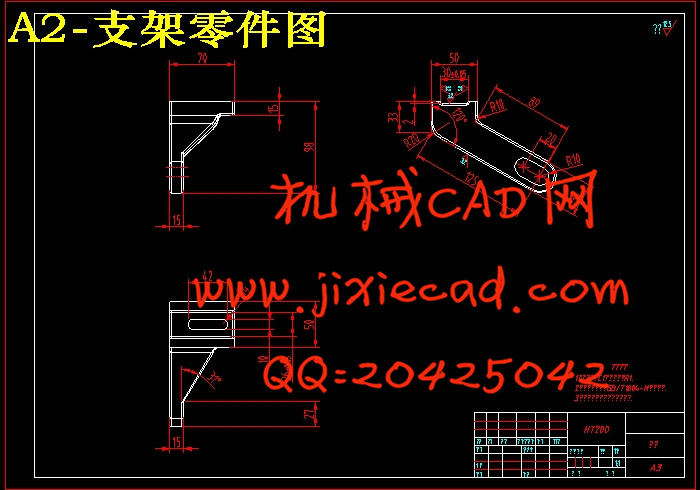
2.1.1零件的工艺分析 9
2.1.2零件的生产类型 10
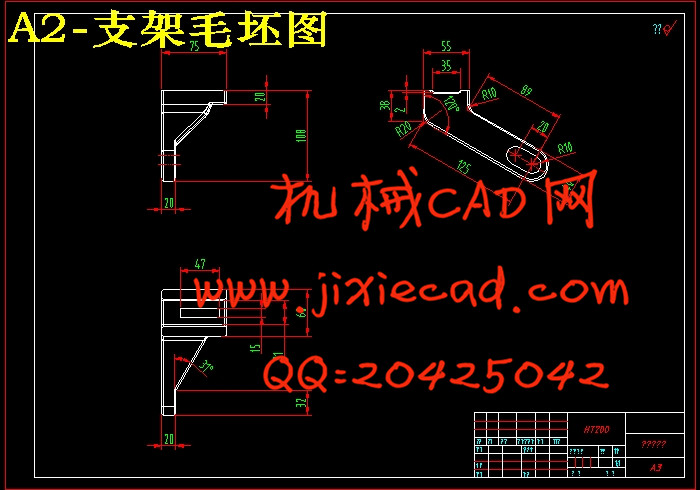
2.2选择、确定毛坯图 11
2.2.1 选择毛坯 11
2.2.2确定加工余量,毛坯尺寸及公差 12
2.2.3确定机械加工余量 13
3 加工工序设计 14
3.1选择加工装备和工艺设备 14
3.2 确定工序尺寸 ...................................................15
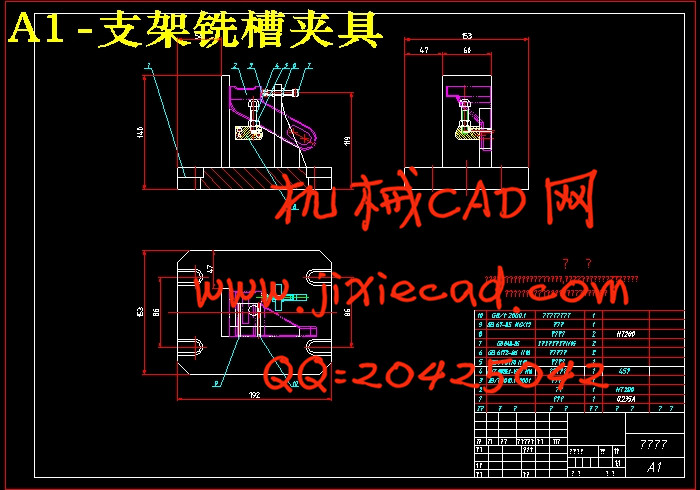
4工艺专用夹具的设计 16
4.1 问题的提出 16
4.2 定位基准的选择 16
4.3 切削力及夹紧力计算 17
4.4 定位误差分析 17
4.5 确定切削用量及基本时间 18
4.5.1粗铣左侧面作为基准面 11
4.5.2粗铣、精铣30X70凹槽 12
4.5.3精铣右侧端面保证厚度30到位 12
4.5.4铣10X42,30X10腰孔 12
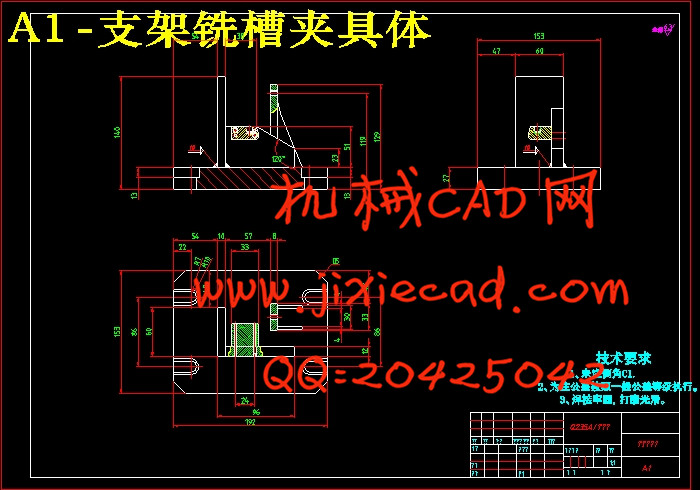
4.6 夹具设计及操作简要说明 19
总结 20
参 考 文 献 20
致 谢 21