设计简介
摘 要
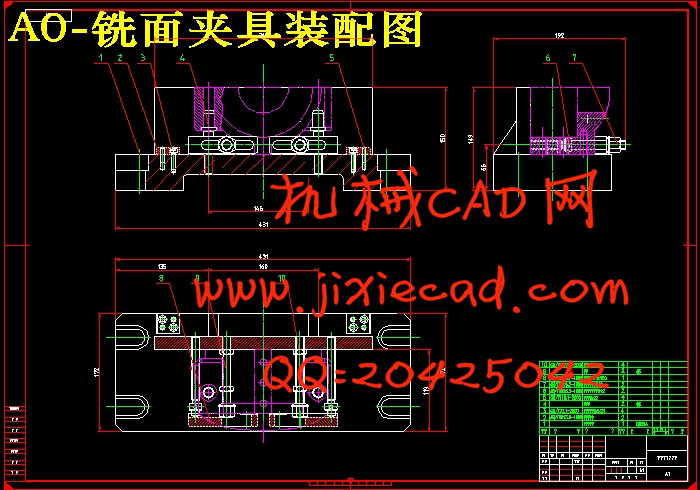
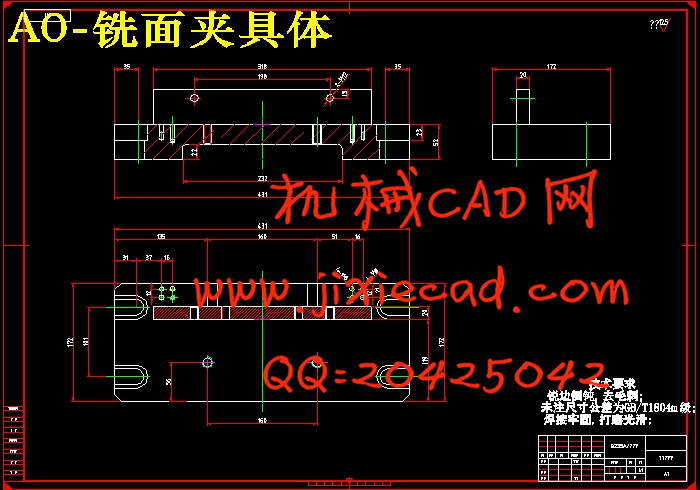
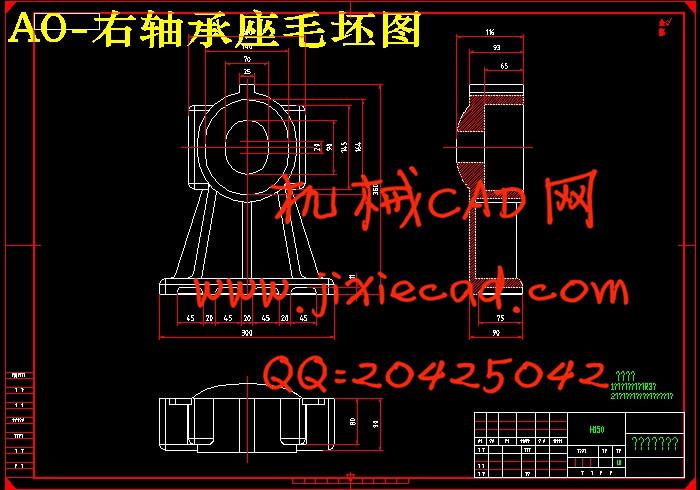
本文首先对右轴承座组件零件进行分析,通过对右轴承座组件进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算等相关内容。为了提高劳动生产率,降低劳动强度,保证加工质量,与指导老协商后,觉得用夹具比较合适。
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了右轴承座组件的机械加工工艺及夹具设计。整个设计的指导思想“简便、高效、经济”。力求生产处符合要求的产品。
关键词:右轴承座组件,加工工艺,夹紧,夹具
Abstract
This design is a lather to become soon an appropriation for inside pulling out fork spare parts processing craft rules distance and some work prefaces tongs design.This pull out the construction of the fork spare parts than for complicacy, its the place that process is a peaceful in bore primarily.This design processes after processing first the bore.Process with flat surface the clear and definite dividing the line the bore the coarseness processes to process with the nicety the stage to guarantee their process the precise degree.The basis choice to pull out rough basis of conduct and actions of the biggest flat surface of the right in fork, process the in the center in general use bore, then be used as the precise basis with the bore that processed.Processing primarily work preface arrangement is first to process a flat surface with the center bore fixed position with the right side flat surface and below big bore of two flat surface, again with center bore the fixed position processes the big bore that carry down.While processing is to use the boring machine boring bore.Regard these two bores as the basis finally, process the right-hand slot respectively with the thread bottom bore of the a.Whole processes the process chose to use to the drill machine, miller with the boring machine .The tongs chooses to use the appropriation tongs, clipping tight way as to move to clip tight, clip tight and dependable, operation convenience.Therefore produce the efficiency higher, be applicable to the large quantity measures, the flowing water is on-line to process.Can satisfy the design request.
Key words: Process the craft,Fixed position,turede tapd,Appropriation tongs
目 录
第一章 绪论 6
1.1课题背景 7
1.2夹具的发展史 8
1.3小结 9
第二章 右轴承座组件的加工工艺规程设计 10
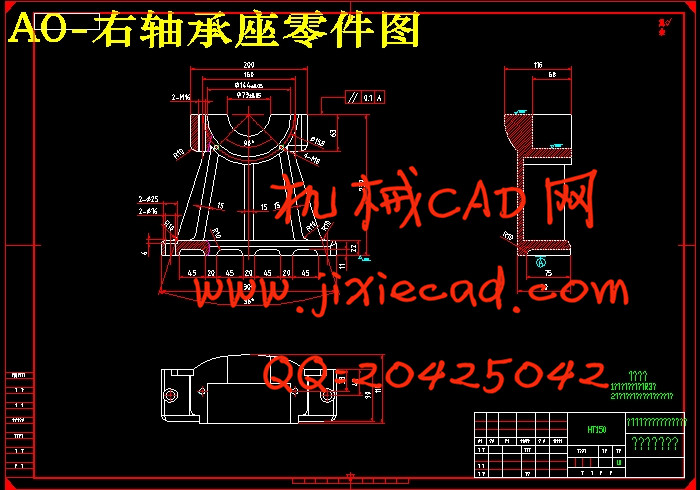
2.1零件的分析 11
2.1.1零件的作用 12
2.1.2零件的工艺分析 13
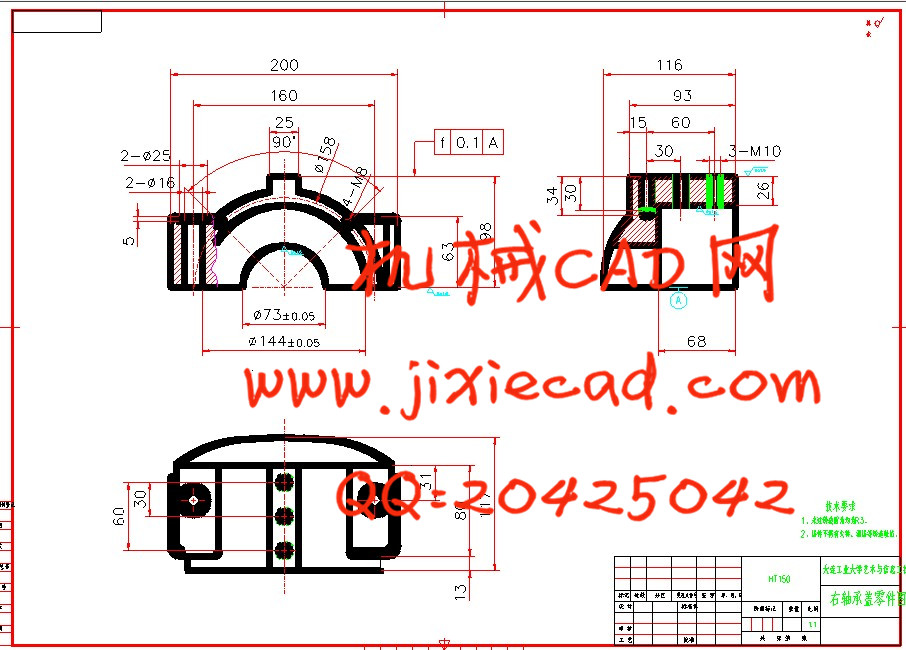
2.2零件的主要技术要求 13
2.2.1外圆的精度及位置精度 13
2.2.2平面的精度及位置精度 13
2.2.3 其他要求 13
2.3工艺规程设计 14
2.3.1选择定位基准 14
2.3.2制定工艺路线 15
2.3.3选择加工设备和工艺设备 16
2.3.4机械加工余量、工序尺寸及公差的确定 17
2.4确定切削用量及基本工时 18
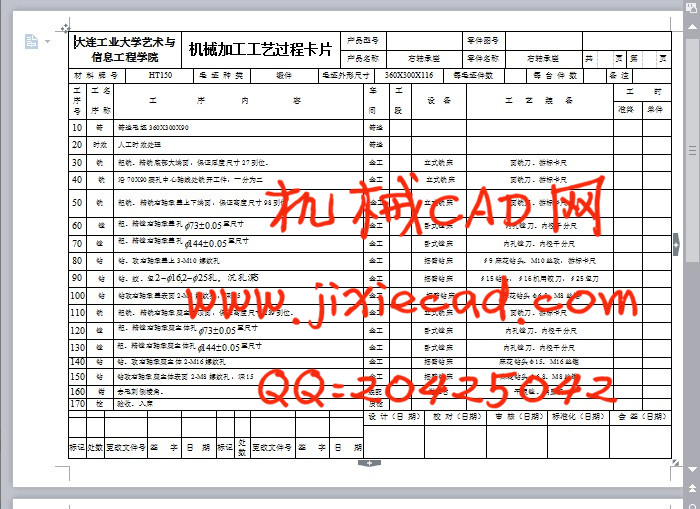
2.4.1工序1:粗铣、精铣底部大端面,保证厚度尺寸27到位 18
2.4.3工序3:沿70X90腰孔中心轴线处铣开工件,一分为二 19
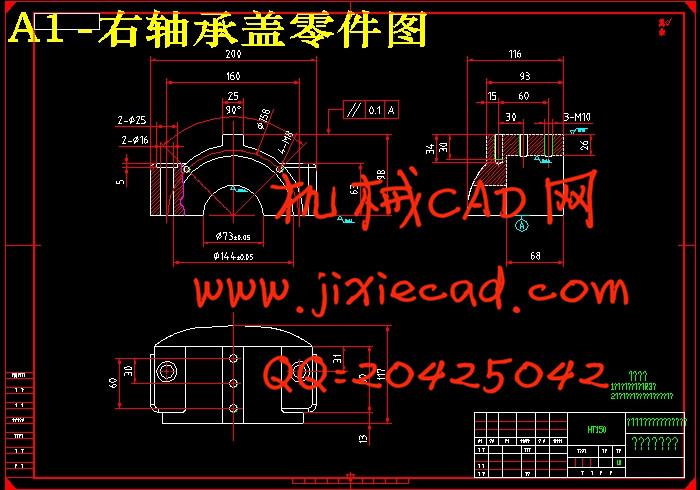
2.4.4工序4:粗铣、精铣右轴承盖上下端面,保证高度尺寸98到位 21
2.4.5工序5:粗、精镗右轴承盖孔 至尺寸 21
至尺寸 21
2.4.6工序6:粗、精镗右轴承盖孔 至尺寸 22
至尺寸 22
2.4.7工序7:钻、攻右轴承盖上3-M10螺纹孔 23
2.4.8工序8:钻、绞、忽 23
23
2.4.9工序9:钻攻右轴承盖表面2-M8螺纹孔,深15 24
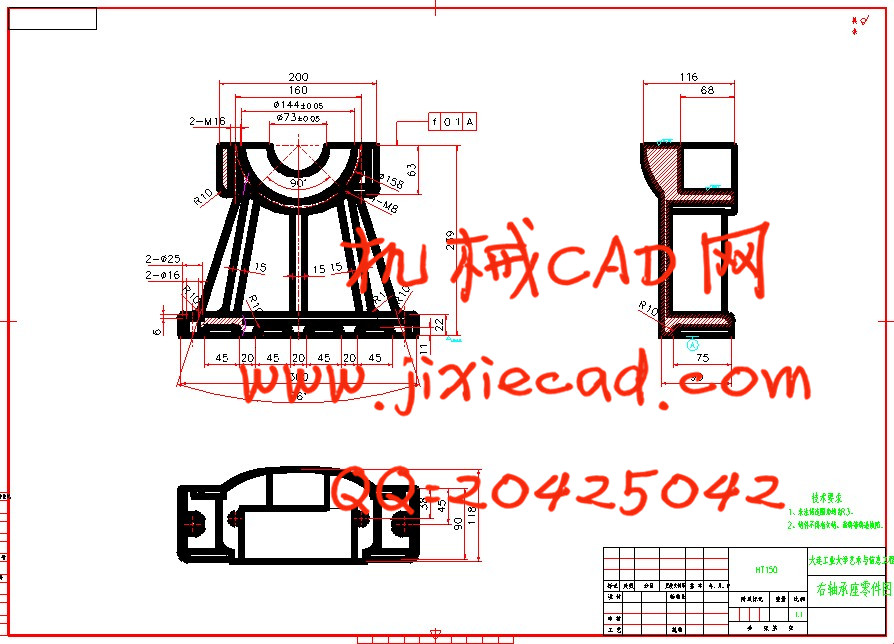
2.4.10工序10:粗铣、精铣右轴承座主体顶面,保证高度尺寸239到位 24
2.4.11工序11:粗、精镗右轴承座主体孔 至尺寸 25
至尺寸 25
2.4.12工序12:粗、精镗右轴承座主体孔 至尺寸 25
至尺寸 25
2.4.13工序13:钻、攻右轴承座主体2-M16螺纹孔 27
2.4.14工序14:钻攻右轴承座主体表面2-M8螺纹孔,深15 29
2.5本章小结 29
第三章 零件编程 32
3.1车削外圆 34
3.1.1车削右端外圆 36
3.1.2 车削左端外圆 38
3.2 铣削平面 40
3.2.1铣削左端平面 45
第四章 结论 47
参 考 文 献 48
致谢 49
本文首先对右轴承座组件零件进行分析,通过对右轴承座组件进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算等相关内容。为了提高劳动生产率,降低劳动强度,保证加工质量,与指导老协商后,觉得用夹具比较合适。
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了右轴承座组件的机械加工工艺及夹具设计。整个设计的指导思想“简便、高效、经济”。力求生产处符合要求的产品。
关键词:右轴承座组件,加工工艺,夹紧,夹具
Abstract
This design is a lather to become soon an appropriation for inside pulling out fork spare parts processing craft rules distance and some work prefaces tongs design.This pull out the construction of the fork spare parts than for complicacy, its the place that process is a peaceful in bore primarily.This design processes after processing first the bore.Process with flat surface the clear and definite dividing the line the bore the coarseness processes to process with the nicety the stage to guarantee their process the precise degree.The basis choice to pull out rough basis of conduct and actions of the biggest flat surface of the right in fork, process the in the center in general use bore, then be used as the precise basis with the bore that processed.Processing primarily work preface arrangement is first to process a flat surface with the center bore fixed position with the right side flat surface and below big bore of two flat surface, again with center bore the fixed position processes the big bore that carry down.While processing is to use the boring machine boring bore.Regard these two bores as the basis finally, process the right-hand slot respectively with the thread bottom bore of the a.Whole processes the process chose to use to the drill machine, miller with the boring machine .The tongs chooses to use the appropriation tongs, clipping tight way as to move to clip tight, clip tight and dependable, operation convenience.Therefore produce the efficiency higher, be applicable to the large quantity measures, the flowing water is on-line to process.Can satisfy the design request.
Key words: Process the craft,Fixed position,turede tapd,Appropriation tongs
目 录
第一章 绪论 6
1.1课题背景 7
1.2夹具的发展史 8
1.3小结 9
第二章 右轴承座组件的加工工艺规程设计 10
2.1零件的分析 11
2.1.1零件的作用 12
2.1.2零件的工艺分析 13
2.2零件的主要技术要求 13
2.2.1外圆的精度及位置精度 13
2.2.2平面的精度及位置精度 13
2.2.3 其他要求 13
2.3工艺规程设计 14
2.3.1选择定位基准 14
2.3.2制定工艺路线 15
2.3.3选择加工设备和工艺设备 16
2.3.4机械加工余量、工序尺寸及公差的确定 17
2.4确定切削用量及基本工时 18
2.4.1工序1:粗铣、精铣底部大端面,保证厚度尺寸27到位 18
2.4.3工序3:沿70X90腰孔中心轴线处铣开工件,一分为二 19
2.4.4工序4:粗铣、精铣右轴承盖上下端面,保证高度尺寸98到位 21
2.4.5工序5:粗、精镗右轴承盖孔
2.4.6工序6:粗、精镗右轴承盖孔
2.4.7工序7:钻、攻右轴承盖上3-M10螺纹孔 23
2.4.8工序8:钻、绞、忽
2.4.9工序9:钻攻右轴承盖表面2-M8螺纹孔,深15 24
2.4.10工序10:粗铣、精铣右轴承座主体顶面,保证高度尺寸239到位 24
2.4.11工序11:粗、精镗右轴承座主体孔
2.4.12工序12:粗、精镗右轴承座主体孔
2.4.13工序13:钻、攻右轴承座主体2-M16螺纹孔 27
2.4.14工序14:钻攻右轴承座主体表面2-M8螺纹孔,深15 29
2.5本章小结 29
第三章 零件编程 32
3.1车削外圆 34
3.1.1车削右端外圆 36
3.1.2 车削左端外圆 38
3.2 铣削平面 40
3.2.1铣削左端平面 45
第四章 结论 47
参 考 文 献 48
致谢 49