设计简介
摘 要
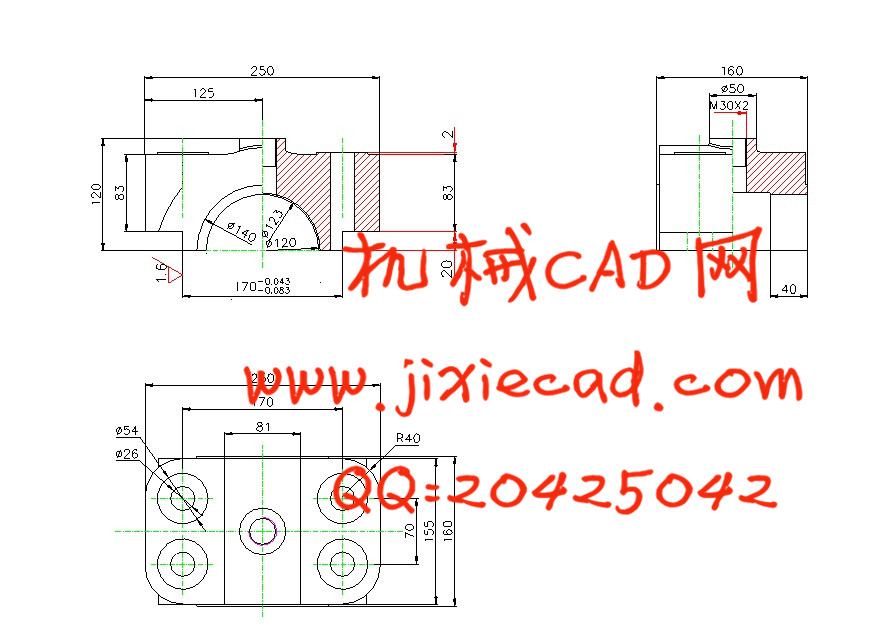
本篇毕业设计主要针对数控机床的加工及编程的介绍,对轴承盖零件进行工艺性分析,包括加工工艺的选择和制定,还包括各零件的程序的手工编制。文章的主要内容为轴承盖零件的工艺分析和零件的手工程序编制。并在零件的手工编程中用到了G01 直线插补命令、G02/G03圆弧插补指令;G81钻孔;M98调用子程序指令等。
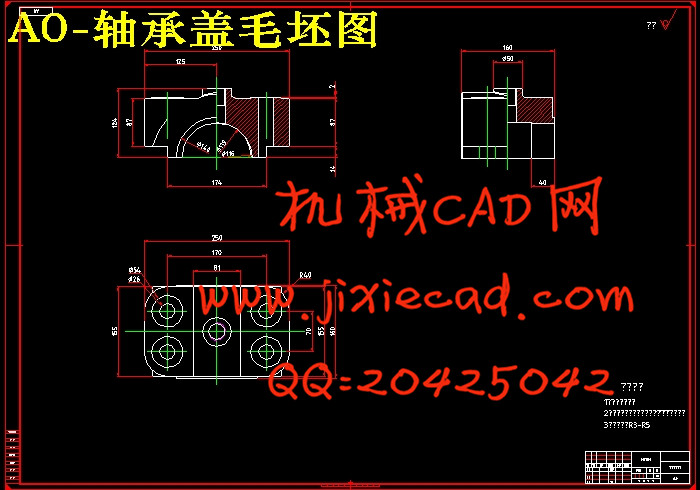
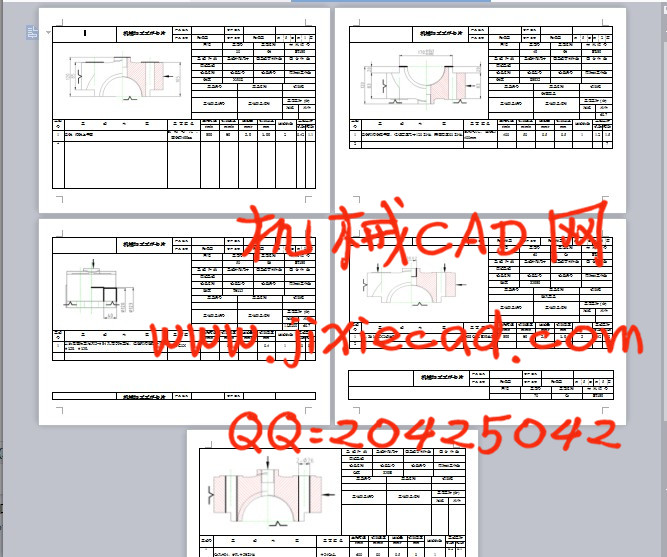
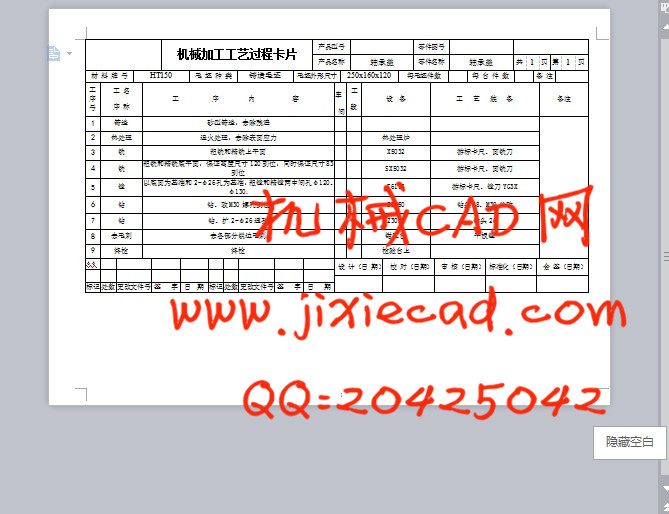
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机床及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词:手工编程 指令 数控加工 工艺规程 定位误差 加工余量
ABSTRCT
This graduation project mainly had the numerical control engine bed and the programming introduction, the ear components technological analysis craft parameter choice cutting tool choice, the components procedure manual establishment, the procedure simulation, the CAXA modelling and the entity simulation processing finally has made the design summary, the acknowledgment language, the reference tabulation and the appendix.Article primary coverage for components craft analysis, components manual programming, but also has to make engineer's modelling and the entity simulation processing.Used the G02/G03 circular arc interpolation instruction in the components manual programming; G81 drill hole; M98 transfer subroutine instruction.
Key words:Manual programming;Circular interpolation instructions;drilled;subroutine programs.
目 录
第一章 绪论 51.1 数控机床的介绍 6
1.2 数控编程 6
第二章 轴承盖数控加工工艺分析 7
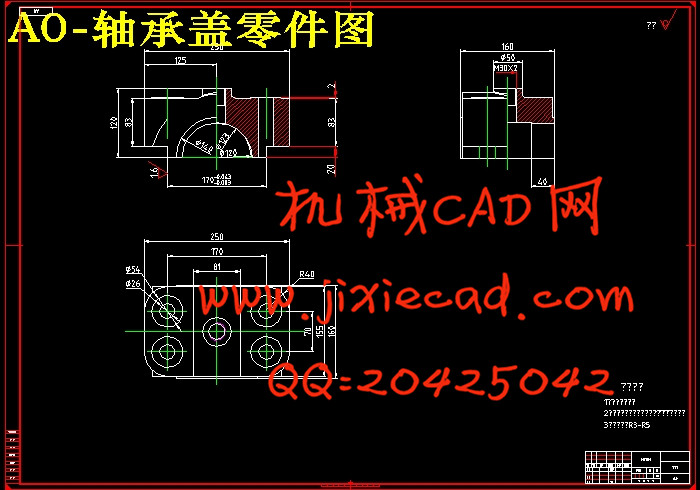
2.1 轴承盖零件分析 8
2.2 刀具、量具的选择 9
2.3 编制加工工艺 10
2.4 手动编制程序 11
2.5 确定切削用量及基本时间 12
第三章 工件的手动编程与仿真加工 13
3.1 CAXA制造工程师的介绍 14
3.2 零件造型及加工 17
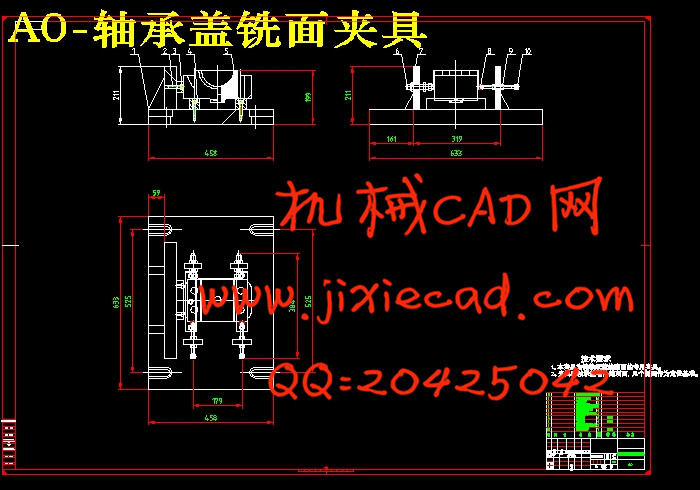
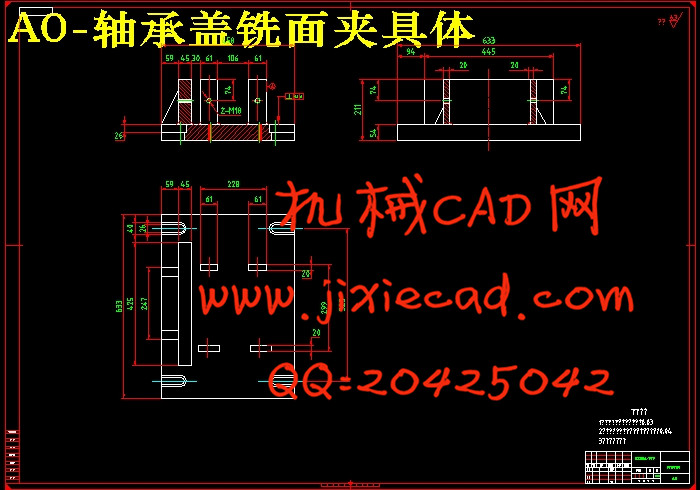
第四章 底面铣面夹具设计 18
4.1定位基准的选择 18
4.2定位元件的设计 20
4.3切削力及夹紧力的计算 22
4.4定位误差分析 23
4.5对刀块的设计 24
4.6夹紧装置的设计 26
4.7夹具设计及操作的简要说明 27
总结 28
参考文献 29
致谢 30