设计简介
摘 要
此次设计任务是对三拐曲轴零件的机械加工工艺夹具的设计,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对三拐曲轴零件的工序的加工设计了专用夹具.
本文主要对三拐曲轴零件主要以V形块和支承板来定位,靠直压板和弹簧来夹紧,铣键槽时2个V形块与铣刀不能干涉,因此要降低V形块高度,夹具设计要方便、简单。
关键词:加工工艺,加工方法,工艺文件,夹具
ABSTRACT
The graduation design task is to design the fixture machining process of crank shaft parts, including the parts of the analysis, the choice of blank, the clamping, the formulation process route, tool selection, cutting dosage, process documents. Choose the correct methods for processing, manufacturing process design. In addition, processing of loom crank parts design process special fixture.This paper focuses on the loom crankshaft parts mainly in the V block and the support plate to locate, near the straight plate and spring clamp, keyway milling for 2 V block interference and the cutter can not, so to reduce the V block height, fixture design to be convenient, simple.
Keywords: processing technology, processing methods, process, fixture
目 录
1 绪论 1
1.1机械加工工艺概述 1
1.2机械加工工艺流程 1
1.3夹具概述 2
1.4机床夹具的功能 2
1.5机床夹具的发展趋势 3
1.5.1机床夹具的现状 3
1.5.2现代机床夹具的发展方向 3
1 零件分析 5
1.1零件的作用 5
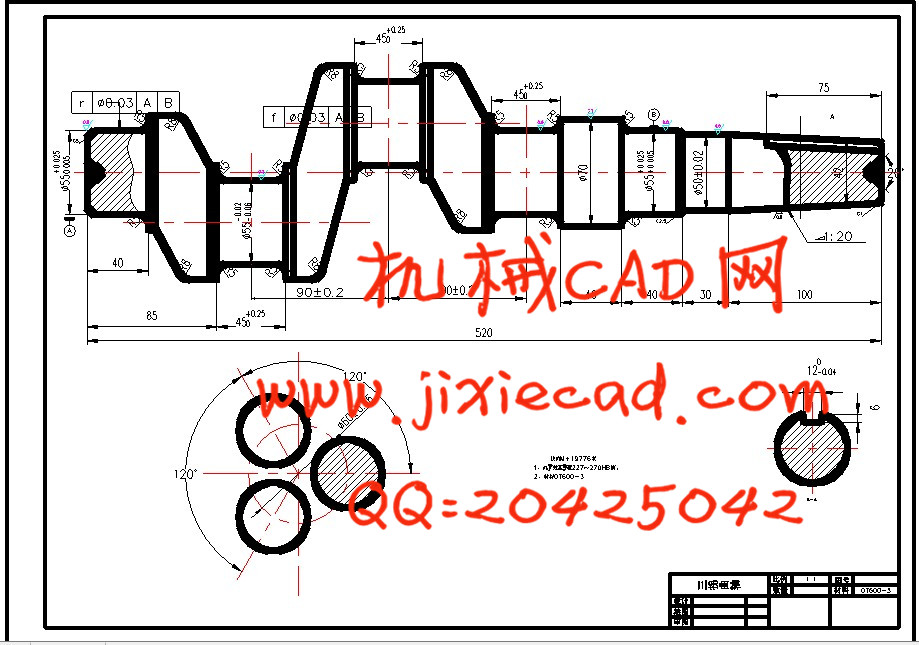
题目所给定的零件是单杠内燃机上的曲轴,它位于内燃机连杆处,曲轴产生旋转运动,带动连杆使活塞产生往复运动,并将旋转转为直线运动,它在工作过程中将承受周期性的复杂的交变载荷。其主要作用是传递转矩,是连杆获得所需的动力。 5
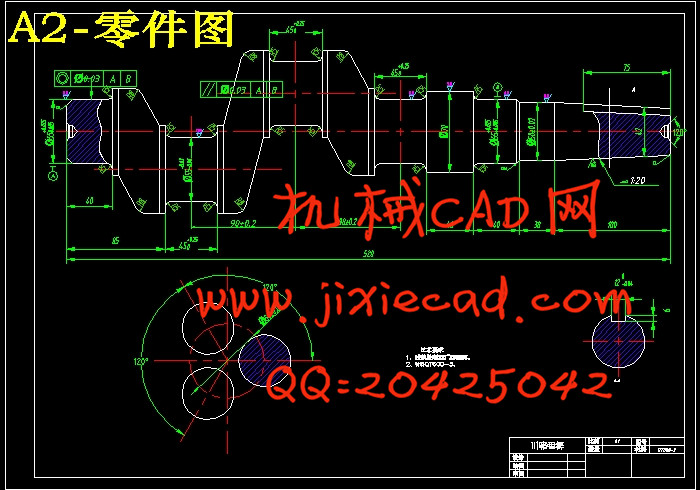
1.2零件的工艺分析 5
1.2.1以拐径为Ø55mm为中心的加工表面 6
1.2.2以轴心线两端轴为中心的加工表面 6
1.2.3零件图样分析分析 6
2 工艺规程设计 6
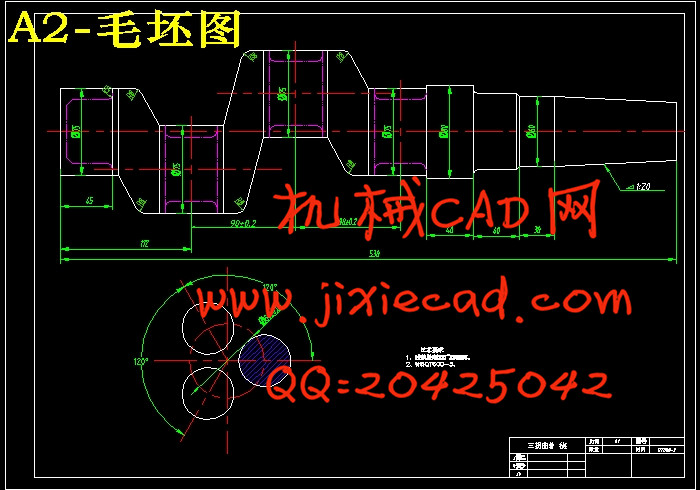
2.1确定毛坯的制造形式 6
2.2基面的选择 6
2.2.1 粗基准选择 7
2.2.2 精基准的选择 7
2.3制定工艺路线 7
2.4机械加工余量、工序尺寸及毛坯尺寸的确定 9
2.4.1加工两端中心线上的外圆表面 9
2.4.3 铣1:10圆锥处键槽 10
2.4.4 车磨拐径为Φ55 mm 10
2.5 确定切削用量 10
1)被吃刀量
6)计算切削工时:按[3]表2.5-3,取 12
1) 被吃刀量
6) 计算切削工时:按《工艺手册》表2.5-3,取 13
1)被吃刀量
6) 计算切削工时:按[3]表2.5-3,取 14
1 )被吃刀量
5) 计算切削工时:按[3]表2.5-3,取 15
1) 被吃刀量
5) 计算切削工时:按[3]表2.5-3,取 16
1 )被吃刀量
5) 计算切削工时:按[3]表2.5-3,取 17
工序8:粗车锥度1:10轴 17
机床:仿型车床 刀具:YG6 17
1)被吃刀量
5) 计算切削工时:按[3]表2.5-3,取被切削层长度
工序9:精车锥度1:10轴 18
机床:仿型车床 刀具:YG6 18
1)被吃刀量
5) 计算切削工时:按[3]表2.5-3,取被切削层长度
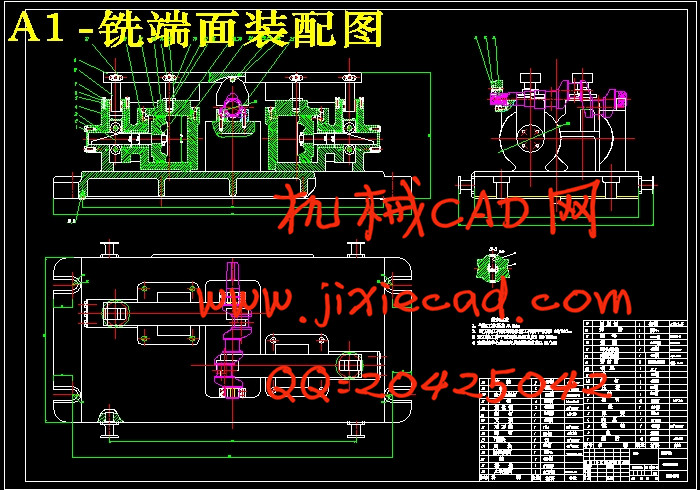
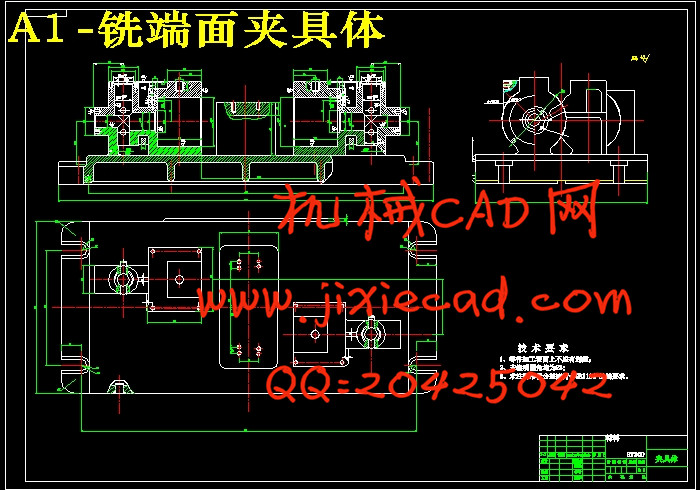
3铣曲拐端面夹具设计 24
3.1设计要求 24
3.1.1定位基准的选择 24
3.1.2定位元件的设计 24
3.1.3铣削力与夹紧力计算 25
3.1.4加紧原件的选择 28
3.1.5对刀块和塞尺设计 28
3.5 确定夹具体结构和总体结构 30
3.6 夹具设计及操作的简要说明 31
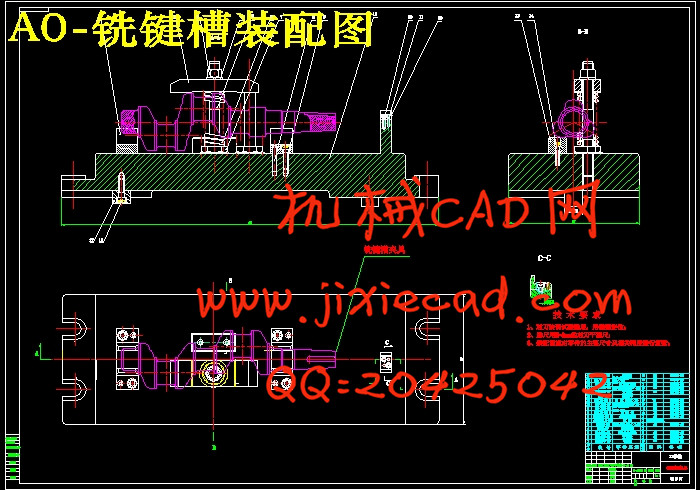
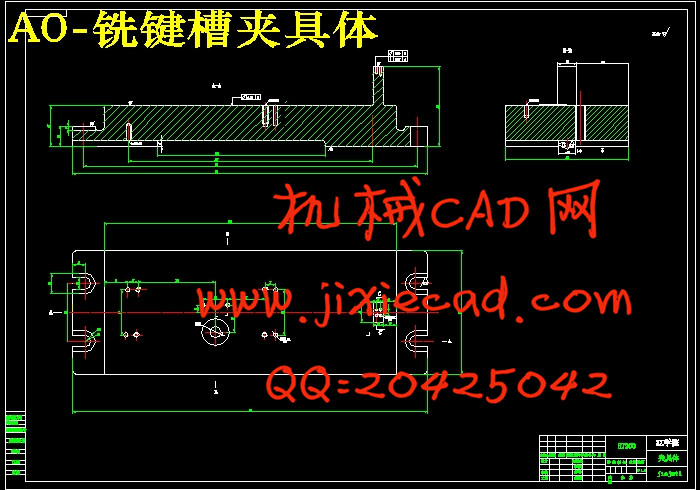
4 铣曲轴键槽专用夹具设计 32
4.1定位基准的选择 32
4.2定位元件的设计 32
4.3铣削力与夹紧力计算 33
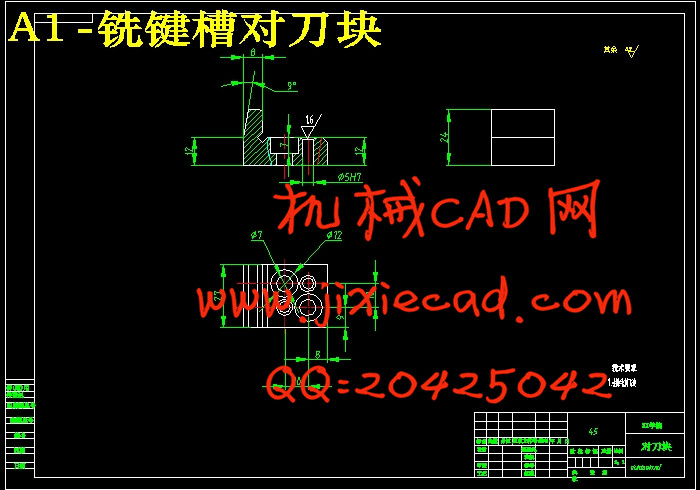
4.4对刀块和塞尺设计 34
总 结 36
参 考 文 献 37
致 谢 38