设计简介
摘 要
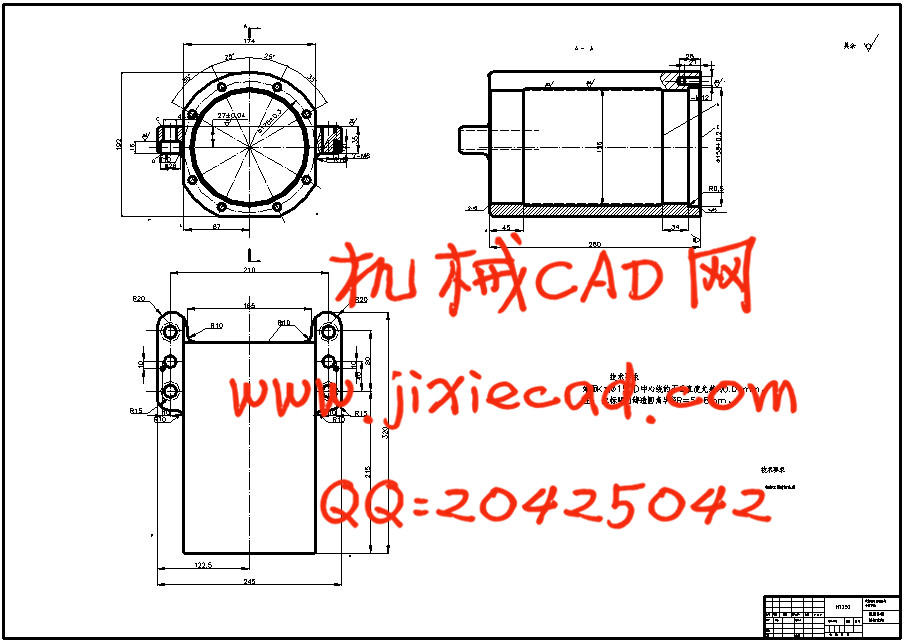
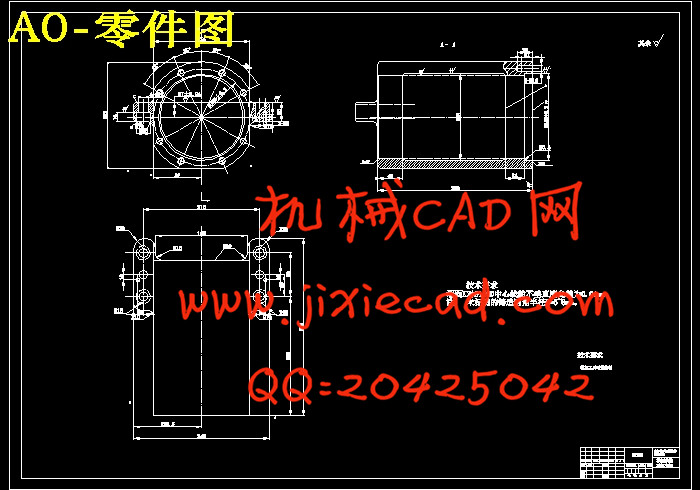
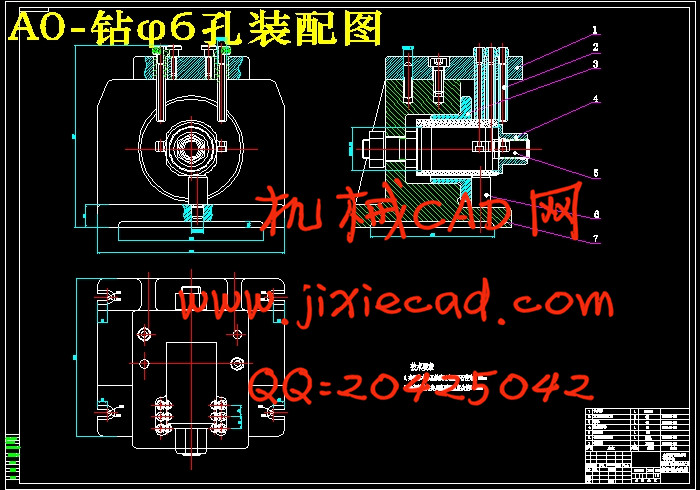
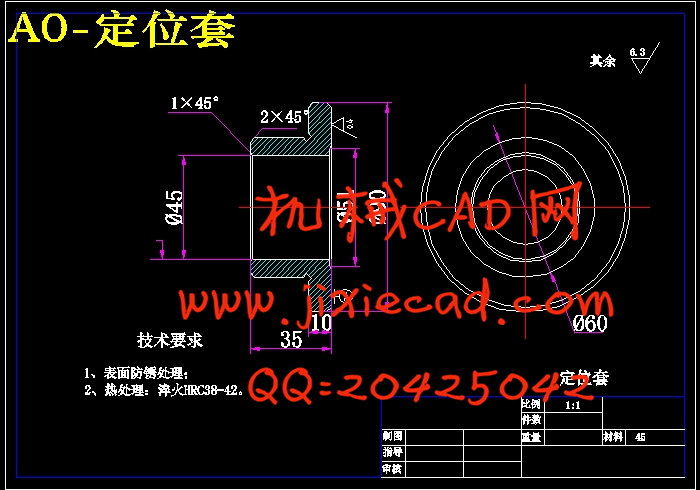
本文主要对液压系统零件一个侧面上的孔尽可能多地一次加工到位,设计了钻底孔专用夹具设计。采用一面心轴定位,加上底部圆柱销顶紧。手工螺旋夹紧方式,经过验证,稳定可靠,可以应用实践当中。关键词:加工工艺,加工方法,工艺文件,夹具
Abstract
This paper mainly on one side and holes on the left crankcase parts as much as possible a process in place, design the special fixture design of drill hole. The two side pin positioning, manual screw clamping way, after verification, stable and reliable, and can be applied in practice.Key words: processing technology, processing method, process documentation, fixture
目 录
摘 要 3Abstract 4
目 录 5
第1章 绪论 1
1.1 机械加工工艺概述
1.2机械加工工艺流程
1.3夹具概述 1
1.4机床夹具的功能 1
1.5机床夹具的发展趋势 2
1.5.1机床夹具的现状 2
1.5.2 现代机床夹具的发展方向 2
第2章 零件的分析 4
2.1 零件的作用 4
2.2 零件的工艺分析 4
第3章 工艺规程设计。
3.1 毛坯的制造形式 5
3.2 基准面的选择 5
3.2.1粗基准的选择 5
3.2.2 精基准的选择 5
3.3 制订工艺路线
3.3.1 工艺线路方案一
3.3.2工艺路线方案二
3.3.3 工艺方案的比较与分析
3.4 机械加工余量、工序尺寸及毛坯尺寸的确定
3.5 确定切削用量及基本工时
3.5.1 工序Ⅰ:铣削底面
3.5.3 工序ⅠⅠ:铣顶面
3.5.5 工序Ⅴ:精铣E、F端面
3.5.7工序Ⅵ:精、粗镗φ62、φ46、φ51.8、φ45mm孔
3.5.6 工序Ⅳ 钻E、 F面孔
第6章 钻孔夹具设计 6
4.1 问题的指出 14
4.2 夹具设计
4.2.1 定位基准的选择 15
4.2.2 切削力及夹紧力的计算 15
4.3 定位误差的分析
4.4 定位元件设计 17
4.5 定位误差分析 17
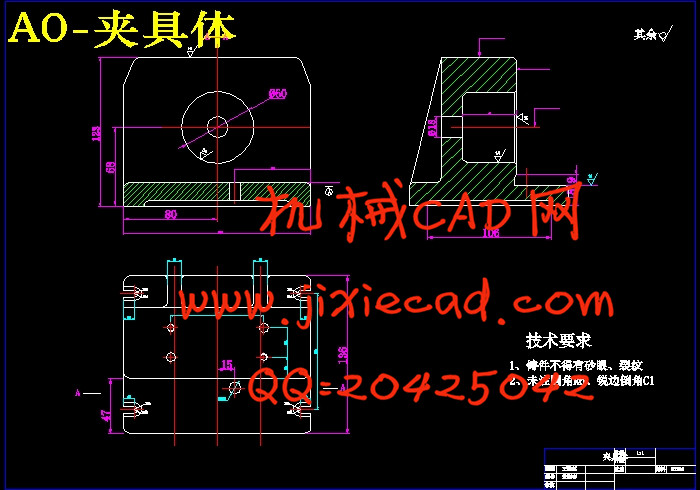
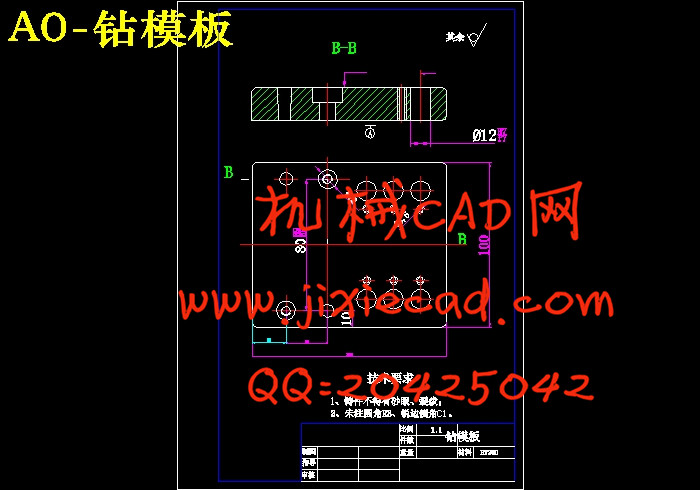
4.6 钻套、衬套、钻模板及夹具体设计 18
4.7 夹具精度分析 20
4.8 夹具设计及操作的简要说明 21
总 结 22
参 考 文 献 23
致 谢 24