设计简介
摘 要
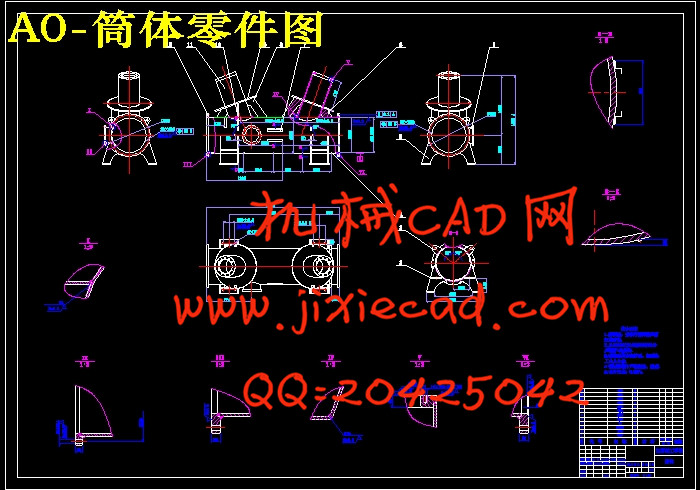
此次设计任务是对筒体的加工工艺、焊接夹具以及定位的设计,该工件由于上端面两小筒体的焊接位置和角度都有位置关系,在大筒体两端和侧面也需要焊接,因此在工序安排上,先两端面端盖,再焊接侧面端盖,最后焊接两小筒体,保证角度和中心距离。这三步焊接工序采用同一个专用夹具,由于该零件的尺寸大,所需的夹紧力也大,因此都采用自动夹紧,手动脱件的方法,它的机构设计复杂,但能满足要求。关键词 筒体,加工工艺,定位,夹紧,夹具
Abstract
The design task is to design and processing of welding fixture and positioning technology, the barrel body, the workpiece as the angle and position on the end face of the two small cylinder welding has welding position, also in the two ends of the cylinder body and side, so in the process arrangement, the first two end surface of the end cover, and the welding of the side cover, finally the welding of two small cylinder, ensure the angle and center distance. The three step of welding process with a special fixture, due to the size of the parts, the clamping force required is large, so the automatic clamping, manual methods of removal of parts, its mechanism is complex, but can meet the requirements of.Keywords: cylinder, processing technology, positioning, clamping, fixture
目 录
摘 要 IAbstract II
目 录 III
内容提要 1
序 言 2
第一章 焊接工装夹具及其在生产中的运用 5
第二章 夹具设计的目的意义及要求 6
第三章 夹具任务书 8
3.1焊接产品的产品图 8
3.2.焊接产品“筒体焊接组合”的重点技术要求分析 8
第四章 装焊夹具设计方案的确定 9
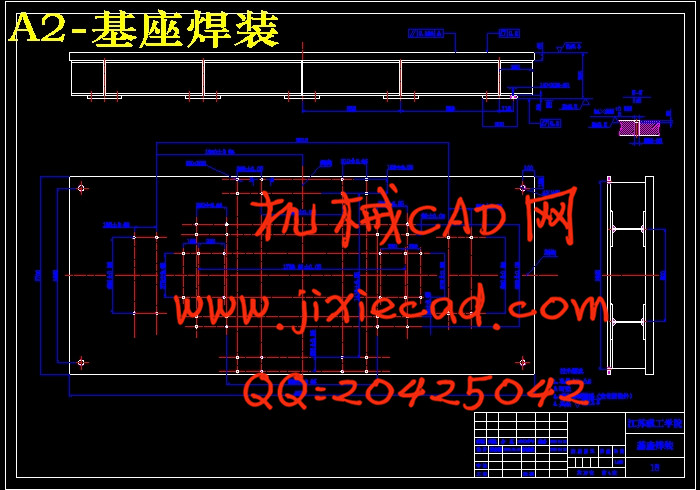
4.1.基准面的选择(夹具体方式的确定) 9
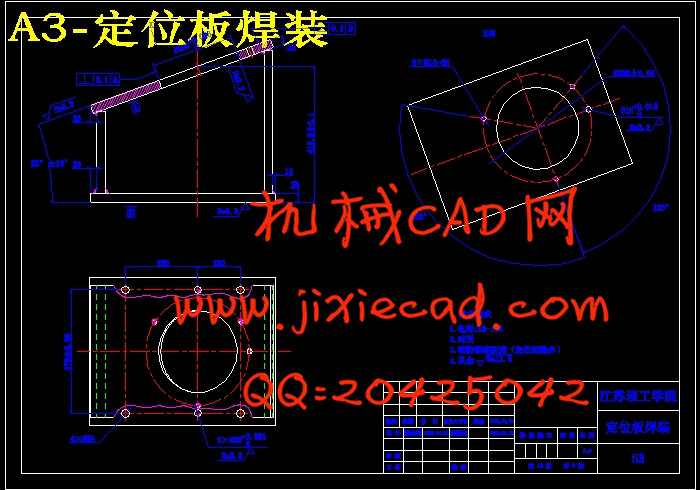
4.2.定位方式及元器件选择 10
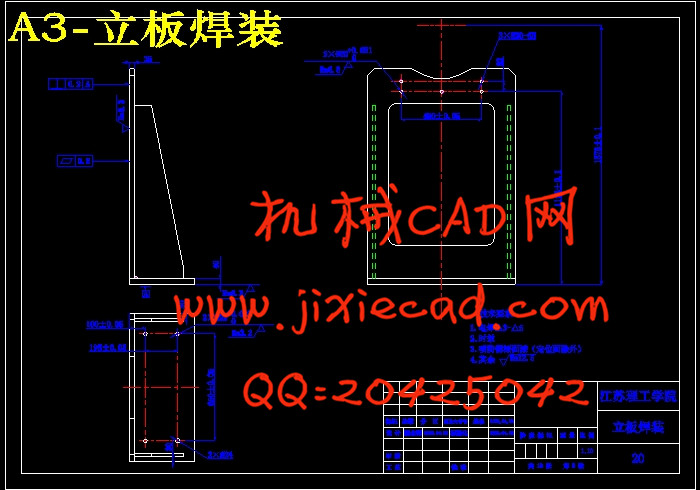
4.3.夹紧方式及元器件选择 11
4.4产品结构要求: 11
4.4.1 结构组成分析 11
4.4.2 焊接结构件焊接性能分析 12
第五章 制定焊接结构件的焊接工艺 14
5.1 焊接方法及焊接规范 14
5.2 焊接材料的选择 14
5.3 焊接工序的确定 14
5.4 焊接质量的保证措施 14
第六章 装焊夹具结构 15
6.1 基准面的选择 15
6.2 定位器的设计 16
第七章 主要零件设计的说明 18
7.1 夹具体 18
7.2 夹紧装置的设计 19
7.3 夹紧材料的设计 19
7.4 夹具尺寸公差及粗糙度 20
7.5 国家标准件的选择 20
7.6 绘制夹具草图 20
第八章 夹具的装配要求 22
第九章 夹具体的使用说明 23
9.1 端盖焊接 23
9.2 筒体焊接 23
9.3 夹具使用注意事项、保养及维护 23
9.4 夹具体的实用性说明 24
设计总结 25
参考文献 27
致 谢 29