设计简介
在线测量磨削轴颈直径的专用量具设计与零件加工
摘 要 主轴颈(连接颈)由于结构的特殊性导致其端面直径不易测量。而检测主轴颈(连接颈)的一般方法操作麻烦,测量次数多,不利提高生产效率,且测量精度无法保证。本文设计一种基于虚交点的主轴颈(连接颈)端面尺寸的量具,通过对主轴颈的加工特点分析,明确量具的结构设计方向及要求;并对此量具测量精度分析计算,验证其结构的可行性,设计合理的零件加工工艺路线,完成了此专用量具的设计。该量具结构简单,测量方便,可在不停车的情况下直接用此专用量具进行测量。提高了效率,提高了主轴颈加工精度。最后根据设计标准,制作了量具部分实物模型。
关键词 主轴颈(连接颈) 测量装置 精度分析 工艺设计 零件加工
Design and parts processing of the special measuring tool about the
online measure grinding shaft diameter
Abstract The main journal (connecting neck) because the special structure of the surface is not easy to measure the diameter. Detection of main journal (connecting neck) the general method is troublesome operation, measurement frequency, unfavorable to improve production efficiency, and the measurement accuracy can not be guaranteed.In this paper, the design of main journal based on virtual node (the connection neck) measuring end dimensions, 他hrough the analysis of the processing characteristics of spindle neck, Clear structure the design requirements; Analysis and calculation the measurement accuracy of Gage, Verification the feasibility of Structure;Rational design of parts machining process route, completed the design of this special gage. The gauge has simple structure, convenient measurement, can be directly in the case do not stop using this special measuring tools to measure.To improve efficiency, improving the processing precision spindle neck. Finally, according to the design standard, measuring part of the physical models are made.
Keywords The main journal Measuring device Accuracy analysis Process design Parts machining
目 录
摘 要 I
第一章 绪 论 1
1.1 主轴颈(连接颈)直径量具的研究现状 1
1.2 本次设计的意义和主要内容 1
第二章 装置的测量原理和结构 2
2.1 主轴颈(连杆颈)磨削工艺的的分析 2
2.2 高精度在线测量思想的提出 2
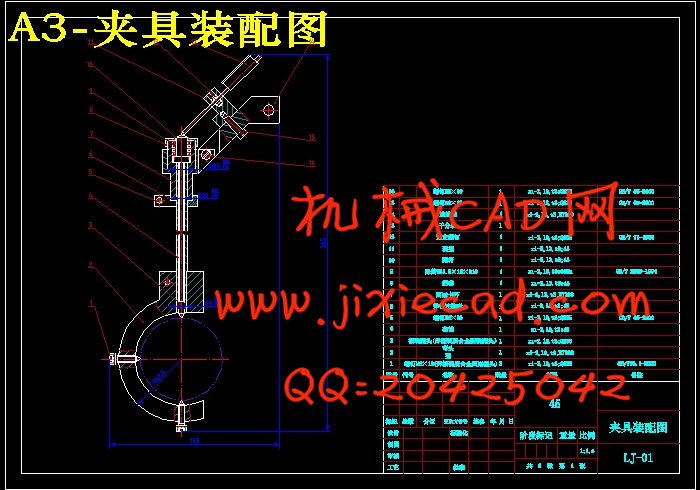
2.3 装置的结构与工作原理 2
2.4 最小测量直径的确定 4
2.5 最大测量直径的确定 4
2.7 此专用量具的优点 5
第三章 测量装置各零件的加工工艺制订 7
3.1 概述 7
3.1.1 基准的选择 7
3.1.2 加工顺序的安排 8
3.1.3 工序的集中与分散的原则 8
3.1.4 热处理工序的安排 9
3.2 专用量具主要零件加工工艺分析与设计 10
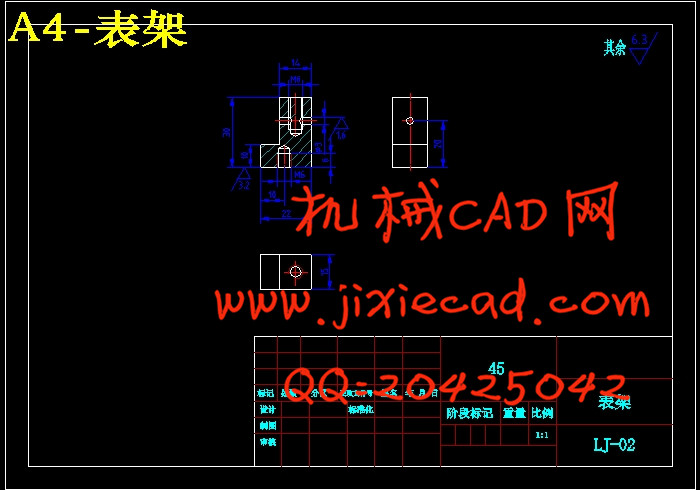
3.2.1 表架加工工艺分析与设计 10
3.2.3 挡套加工工艺分析与设计 11
3.2.4弹性连接套加工工艺分析与设计 12
3.2.5 套筒加工工艺分析与设计 12
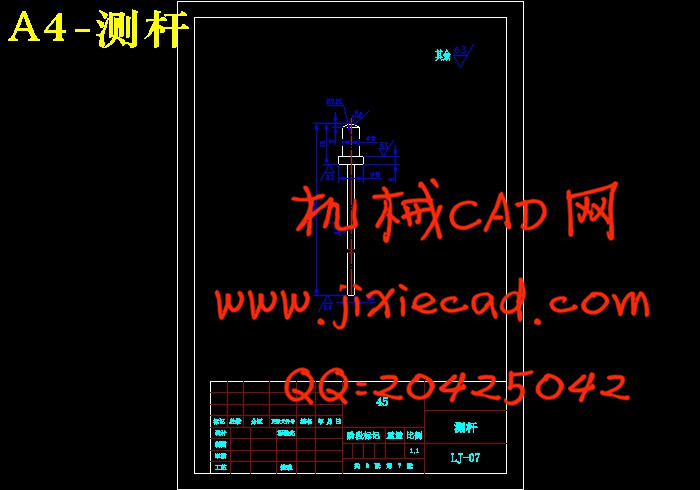
3.2.6 测杆加工工艺分析与设计 13
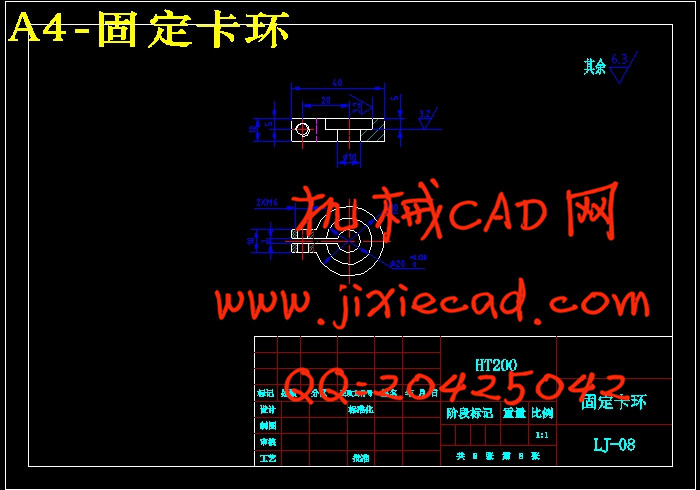
3.2.7 固定卡环加工工艺分析与设计 13
3.2.8 弯头架加工工艺分析与设计 14
第四章 专用量具测量精度分析与改善措施 15
4.1 专用量具的调整 15
4.2 专用量具测量精度分析 15
4.3 改善和提高装置测量精度的措施 16
结 论 18
致谢语 19
参考文献 20
Abstract 21
附 录 22
摘 要 主轴颈(连接颈)由于结构的特殊性导致其端面直径不易测量。而检测主轴颈(连接颈)的一般方法操作麻烦,测量次数多,不利提高生产效率,且测量精度无法保证。本文设计一种基于虚交点的主轴颈(连接颈)端面尺寸的量具,通过对主轴颈的加工特点分析,明确量具的结构设计方向及要求;并对此量具测量精度分析计算,验证其结构的可行性,设计合理的零件加工工艺路线,完成了此专用量具的设计。该量具结构简单,测量方便,可在不停车的情况下直接用此专用量具进行测量。提高了效率,提高了主轴颈加工精度。最后根据设计标准,制作了量具部分实物模型。
关键词 主轴颈(连接颈) 测量装置 精度分析 工艺设计 零件加工
Design and parts processing of the special measuring tool about the
online measure grinding shaft diameter
Abstract The main journal (connecting neck) because the special structure of the surface is not easy to measure the diameter. Detection of main journal (connecting neck) the general method is troublesome operation, measurement frequency, unfavorable to improve production efficiency, and the measurement accuracy can not be guaranteed.In this paper, the design of main journal based on virtual node (the connection neck) measuring end dimensions, 他hrough the analysis of the processing characteristics of spindle neck, Clear structure the design requirements; Analysis and calculation the measurement accuracy of Gage, Verification the feasibility of Structure;Rational design of parts machining process route, completed the design of this special gage. The gauge has simple structure, convenient measurement, can be directly in the case do not stop using this special measuring tools to measure.To improve efficiency, improving the processing precision spindle neck. Finally, according to the design standard, measuring part of the physical models are made.
Keywords The main journal Measuring device Accuracy analysis Process design Parts machining
目 录
摘 要 I
第一章 绪 论 1
1.1 主轴颈(连接颈)直径量具的研究现状 1
1.2 本次设计的意义和主要内容 1
第二章 装置的测量原理和结构 2
2.1 主轴颈(连杆颈)磨削工艺的的分析 2
2.2 高精度在线测量思想的提出 2
2.3 装置的结构与工作原理 2
2.4 最小测量直径的确定 4
2.5 最大测量直径的确定 4
2.7 此专用量具的优点 5
第三章 测量装置各零件的加工工艺制订 7
3.1 概述 7
3.1.1 基准的选择 7
3.1.2 加工顺序的安排 8
3.1.3 工序的集中与分散的原则 8
3.1.4 热处理工序的安排 9
3.2 专用量具主要零件加工工艺分析与设计 10
3.2.1 表架加工工艺分析与设计 10
3.2.3 挡套加工工艺分析与设计 11
3.2.4弹性连接套加工工艺分析与设计 12
3.2.5 套筒加工工艺分析与设计 12
3.2.6 测杆加工工艺分析与设计 13
3.2.7 固定卡环加工工艺分析与设计 13
3.2.8 弯头架加工工艺分析与设计 14
第四章 专用量具测量精度分析与改善措施 15
4.1 专用量具的调整 15
4.2 专用量具测量精度分析 15
4.3 改善和提高装置测量精度的措施 16
结 论 18
致谢语 19
参考文献 20
Abstract 21
附 录 22