设计简介
摘 要
加工表面的主要部分正在加紧席位,并在平面内的孔。在一般情况下,以务必确保比务必确保为精密加工精密孔中轻易的平面。这种设计专用夹具设计过程规划和某些部件踏板基于座过程。因此,设计见下面所示的表面的原理的第一个孔之后。和孔加工平面分成为清晰的步骤,务必确保加工精度的粗加工和精加工孔。在随后的步骤中,除了它们被定位成在平面上的顶面和孔加工工序及其他的孔单个进程。支持孔坐标的方法的过程是枯燥的。整个过程是一个工具组合选择。专用夹具夹具的选择,不必自锁机构,因此更高的出产力,对于大批量,流水线处理,以满足设计要求。
关键词:踏脚座类零件;工艺;夹具;
ABSTRACT
The main parts of the machined surface is stepping seat and holes in the plane. In general, to ensure that the plane than the guarantee precision machining precision holes in easily. This design is dedicated fixture design process planning and some parts pedals seat based processes. Therefore, the design follows the principles of the surface after the first hole. And hole machining plane is divided into clear stages to ensure that the roughing and finishing holes in the machining accuracy. The process of supporting hole coordinate method used is boring. The whole process are selected. Fixture selection of special fixtures, do’t have to self-locking mechanism, and therefore higher productivity, for large quantities, the pipeline processing, to meet the design requirement.
Keywords: foot seat parts; technology; fixture;
加工表面的主要部分正在加紧席位,并在平面内的孔。在一般情况下,以务必确保比务必确保为精密加工精密孔中轻易的平面。这种设计专用夹具设计过程规划和某些部件踏板基于座过程。因此,设计见下面所示的表面的原理的第一个孔之后。和孔加工平面分成为清晰的步骤,务必确保加工精度的粗加工和精加工孔。在随后的步骤中,除了它们被定位成在平面上的顶面和孔加工工序及其他的孔单个进程。支持孔坐标的方法的过程是枯燥的。整个过程是一个工具组合选择。专用夹具夹具的选择,不必自锁机构,因此更高的出产力,对于大批量,流水线处理,以满足设计要求。
关键词:踏脚座类零件;工艺;夹具;
ABSTRACT
The main parts of the machined surface is stepping seat and holes in the plane. In general, to ensure that the plane than the guarantee precision machining precision holes in easily. This design is dedicated fixture design process planning and some parts pedals seat based processes. Therefore, the design follows the principles of the surface after the first hole. And hole machining plane is divided into clear stages to ensure that the roughing and finishing holes in the machining accuracy. The process of supporting hole coordinate method used is boring. The whole process are selected. Fixture selection of special fixtures, do’t have to self-locking mechanism, and therefore higher productivity, for large quantities, the pipeline processing, to meet the design requirement.
Keywords: foot seat parts; technology; fixture;
目 录
摘 要 II
ABSTRACT III
第一章 加工工艺规程设计 1
2.1 零件的分析 1
2.1.1 零件的作用 1
2.2 踏脚座加工的主要问题和工艺过程设计所应采取的相应措施 2
2.2.1 孔和平面的加工顺序 2
2.2.2 孔系加工计划选择 2
2.3 踏脚座加工定位基准的选择 3
2.3.1 粗基准的选择 3
2.3.2 精基准的选择 3
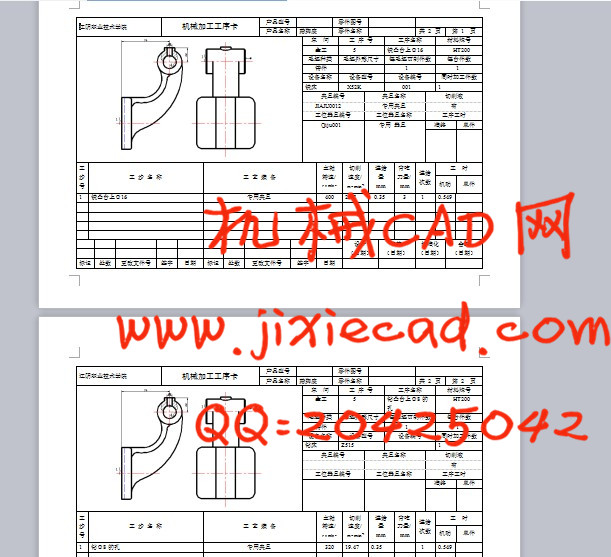
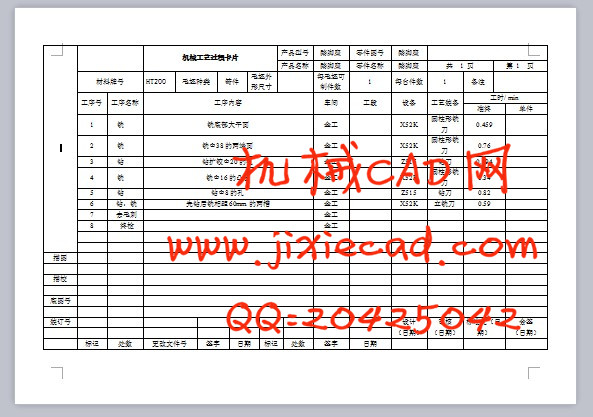
2.4 踏脚座加工主要工序安排 4
2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 5
2.6确定切削用量及基本工时(机动期间) 6
2.7 期间定额计算及出产安排 12
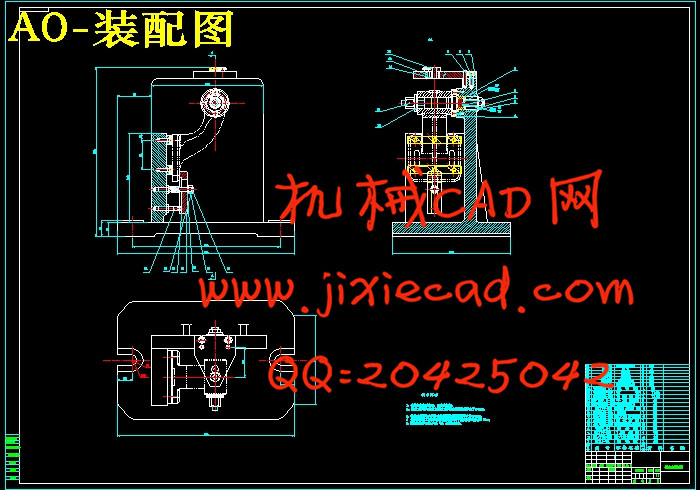
第二章 钻Φ8孔夹具设计 16
2.1 研究原始质料 16
2.2 定位、夹紧计划的选择 16
2.3切削力及夹紧力的计算 17
2.4 误差分析与计算 18
2.5 钻套、衬套、钻模板设计与选用 19
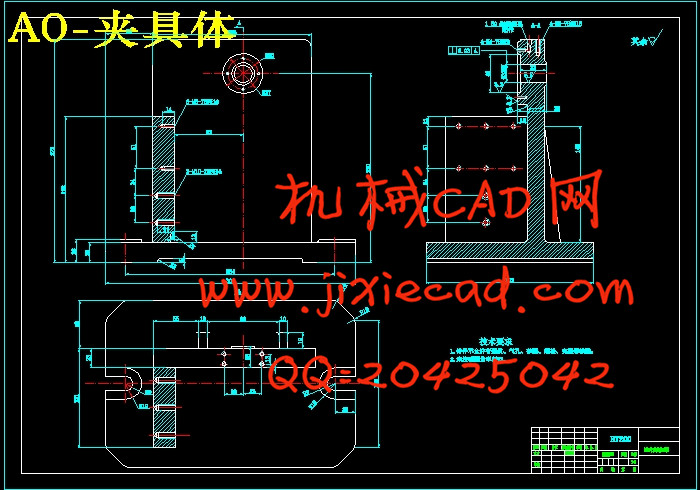
2.6 夹具体的设计 20
2.7 夹具设计及操作的简要说明 21
第三章 铣Φ16凸台面夹具设计 22
3.1研究原始质料 22
3.2定位基准的选择 22
3.3 切削力及夹紧分析计算 22
3.4 误差分析与计算 23
3.5 定向键与对刀装置设计 24
3.5 夹具体的设计 26
3.6 夹具设计及操作的简要说明 26
总结 28
参 考 文 献 29
摘 要 II
ABSTRACT III
第一章 加工工艺规程设计 1
2.1 零件的分析 1
2.1.1 零件的作用 1
2.2 踏脚座加工的主要问题和工艺过程设计所应采取的相应措施 2
2.2.1 孔和平面的加工顺序 2
2.2.2 孔系加工计划选择 2
2.3 踏脚座加工定位基准的选择 3
2.3.1 粗基准的选择 3
2.3.2 精基准的选择 3
2.4 踏脚座加工主要工序安排 4
2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 5
2.6确定切削用量及基本工时(机动期间) 6
2.7 期间定额计算及出产安排 12
第二章 钻Φ8孔夹具设计 16
2.1 研究原始质料 16
2.2 定位、夹紧计划的选择 16
2.3切削力及夹紧力的计算 17
2.4 误差分析与计算 18
2.5 钻套、衬套、钻模板设计与选用 19
2.6 夹具体的设计 20
2.7 夹具设计及操作的简要说明 21
第三章 铣Φ16凸台面夹具设计 22
3.1研究原始质料 22
3.2定位基准的选择 22
3.3 切削力及夹紧分析计算 22
3.4 误差分析与计算 23
3.5 定向键与对刀装置设计 24
3.5 夹具体的设计 26
3.6 夹具设计及操作的简要说明 26
总结 28
参 考 文 献 29