设计简介
冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。一般情况下,对冲裁件工艺性影响最大的是几何形状、尺寸和精度要求。良好的冲裁工艺性应能满足材料较省、工序较少、模具加工较易、寿命较高、操作方便及产品质量等要求。
1. 冲裁件结构工艺性
(1) 最小圆角半径
(2) 冲裁件的最小尺寸
(3) 最小孔距、孔边距
(4) 冲裁件上的悬臂和凹槽部分尺寸
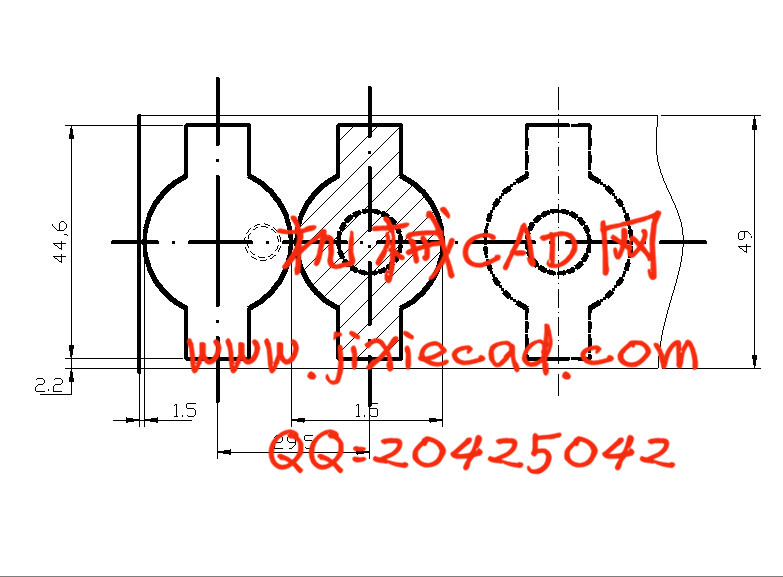
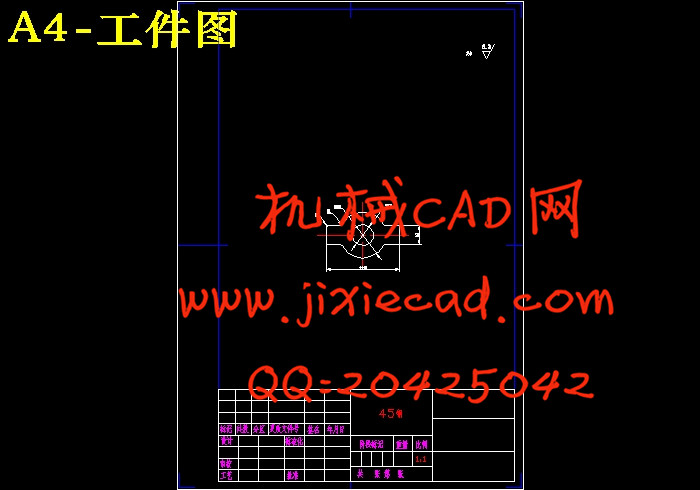
(1)冲载的形状简单对称,材料为H62-M由《冲压工艺与模具设计》表1.4.1查得起抗剪强度为260Mpa。
(2)冲载件的外行采用过渡圆角,避免产生清角R=1。
(3)冲载件无悬臂和狭槽,易于加工。
(4)冲孔位置与零件壁间距a=7.5mm.>2×1.5.
(5)冲载件的孔径为Φ13,满足冲孔凸模强度和刚度要求。
2.2 工艺方案的确定
2.2.1 冲压工艺的类型
该制件表明它为冲载件,制件的全部基本工序为:冲孔(Φ13),落料,两道工序
2.2.2 序的组合及方案的比较
方案一:Ⅰ冲孔 冲孔模
Ⅱ落料 落料模
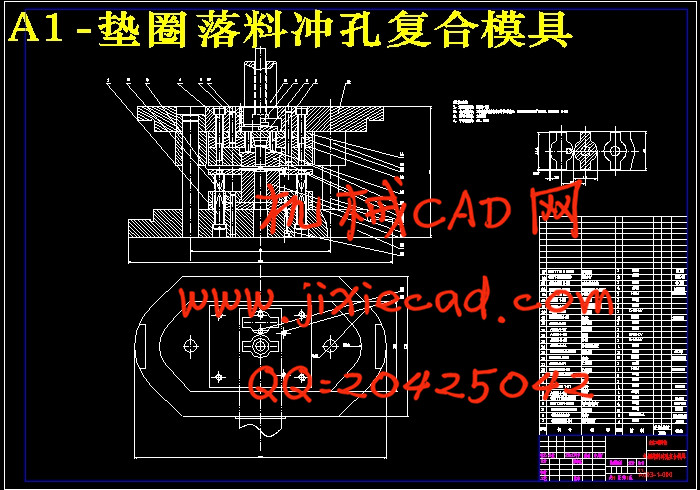
方案二:Ⅰ冲孔,落料 复合模
方案三:Ⅰ冲孔,落料 连续模
分析以上三种方案,可看出:方案一采用单一工序模来加工制件,在落料时需要用冲孔Φ13的空来保证空与外形的位置度,该制件为大批量产生,而单工序模的生产效率低,因此不宜采用此方案。
方案二采用复合模加工制件,复合模结构紧凑,生产效率高,制件精度高且容易保证制件空与外形的位置度,但复合模结构复杂,对模具零件的精度要求高,模具装配要求也较高,制件复杂,加工制件的精度很高,因此,此方案宜采用。
方案三采用连续模加工制件,连续模的成型是一种工序集中的工艺方法,是一种工作多,效率高的冲模,但定位不能有高的进度,因此此方案不宜采用。
1. 冲裁件结构工艺性
(1) 最小圆角半径
(2) 冲裁件的最小尺寸
(3) 最小孔距、孔边距
(4) 冲裁件上的悬臂和凹槽部分尺寸
(1)冲载的形状简单对称,材料为H62-M由《冲压工艺与模具设计》表1.4.1查得起抗剪强度为260Mpa。
(2)冲载件的外行采用过渡圆角,避免产生清角R=1。
(3)冲载件无悬臂和狭槽,易于加工。
(4)冲孔位置与零件壁间距a=7.5mm.>2×1.5.
(5)冲载件的孔径为Φ13,满足冲孔凸模强度和刚度要求。
2.2 工艺方案的确定
2.2.1 冲压工艺的类型
该制件表明它为冲载件,制件的全部基本工序为:冲孔(Φ13),落料,两道工序
2.2.2 序的组合及方案的比较
方案一:Ⅰ冲孔 冲孔模
Ⅱ落料 落料模
方案二:Ⅰ冲孔,落料 复合模
方案三:Ⅰ冲孔,落料 连续模
分析以上三种方案,可看出:方案一采用单一工序模来加工制件,在落料时需要用冲孔Φ13的空来保证空与外形的位置度,该制件为大批量产生,而单工序模的生产效率低,因此不宜采用此方案。
方案二采用复合模加工制件,复合模结构紧凑,生产效率高,制件精度高且容易保证制件空与外形的位置度,但复合模结构复杂,对模具零件的精度要求高,模具装配要求也较高,制件复杂,加工制件的精度很高,因此,此方案宜采用。
方案三采用连续模加工制件,连续模的成型是一种工序集中的工艺方法,是一种工作多,效率高的冲模,但定位不能有高的进度,因此此方案不宜采用。