设计简介
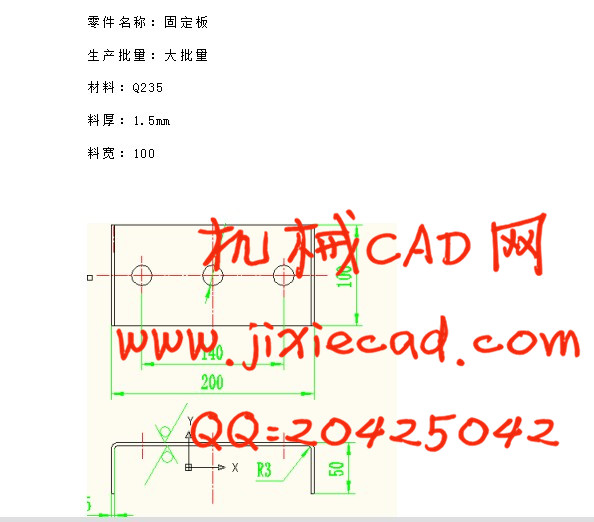
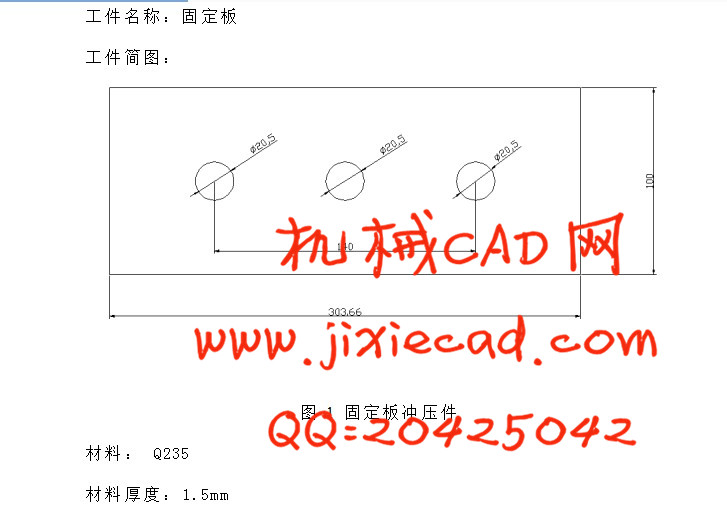
固定板冲压成形工艺及模具设计
摘要:通过对该零件模具的设计,进一步加强了设计者冲裁模设计的基础知识,为设计更复杂的冲裁模具做好了铺垫和吸取了更深刻的经验。本设计运用冲压工艺及模具设计的基础知识,首先分析了工件的工艺要求,为选取排样的类型做好了准备;然后估算了板料的选取,便于导尺的宽度及确定排样的方法;最后分析了工件的特征,确定模具的设计参数、设计要点及卸料装置。从控制制件的尺寸精度出发,对工作零件的主要的尺寸进行了理论计算,并用CAD软件进行各重要零件的设计。该模具为级进模,在一次冲裁时,三个孔同时冲出,冲裁力非常大,为了降低冲裁力,采用阶梯冲裁。
关键词:冲裁模具 ;模具设计;模具结构;
Belaying cleat extrude moding design
ABSTRACT:Through parts mold design, further strengthening the designers Die basis for the design of knowledge, for the design of more complex stamping die has laid a good groundwork and learned a more profound experience. This design and use of die stamping process designed on the basis of knowledge, the first analysis of the technological requirements of the workpiece, To select the type of layout well prepared; then estimate the sheet metal selection, facilitate I. foot width and determine the layout; Finally, the workpiece characteristics, and the mold design parameters, Design and unloading devices. The size accuracy that is from the control system piece set out, to work spare parts of main of the size carried on theories calculation and counteract CAD software to carry on each importance spare parts of design.That die are compound blank and pierce dies.so while hurtling to cut once, the bore is special many, hurtle to cut dint also very big, for lowering to blank pressure, adopt stairs to hurtle to cut.
Key words : Blanking die ; mold designing; mold structure
目录
1 绪论 1
1.1 本课题的意义、目的及应达到的要求 1
1.2国内模具的现状 1
1.3国内模具的发展趋势 2
1.4冲压模具设计与制造方面 4
1.4.1 冲压模具设计的设计思路 4
1.4.2 模具设计的进度 4
2 冲裁件的工艺分析 5
2.1任务书来源及意义 5
2.2冲裁件的结构工艺性 5
2.2.1 制件材料 5
2.2.2冲压件的工艺性分析 5
2.3 冲裁件的精度和断面粗糙度 6
2.3.1 精度 6
2.3.2 断面粗糙度 6
2.4 确定工艺方案 6
3 排样设计 8
3.1确定零件的排样方案 8
3.2 条料宽度、导尺间宽度和材料利用率的计算 8
4 冲裁工艺设计 10
4.1 凸凹模间隙值的确定 10
4.2 凸凹模入口尺寸的确定 10
4.2.1 确定凸凹模尺寸的原则 10
4.2.2 凸、凹模刃口尺寸的计算 10
4.2.2.1 冲裁φ20.5mm孔凸模、凹模刃口尺寸的计算 11
4.2.2.2 外形落料凸模、凹模刃口的计算 11
4.3 冲裁工艺力的分析 13
4.3.1 卸料力,推件力和顶件力 14
4.4 冲压设备的选择 15
4.4.1 压力机的吨位 15
4.4.2 压力机选择原则 15
4.4.3 初选压力机 15
4.5 模具压力中心的确定 16
4.6 模的闭合高度 17
5 冲裁模总体设计及主要零部件的设计 18
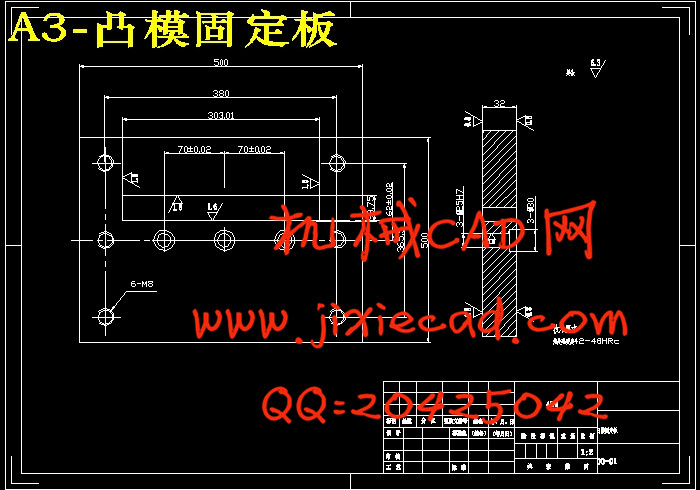
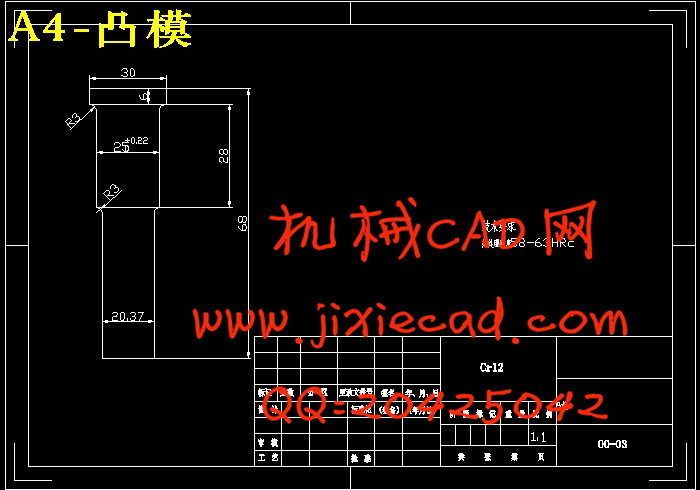
5.1 凸模 18
5.1.1 凸模的结构形式及其固定方法 18
5.1.2 凸模的材料及其热处理 20
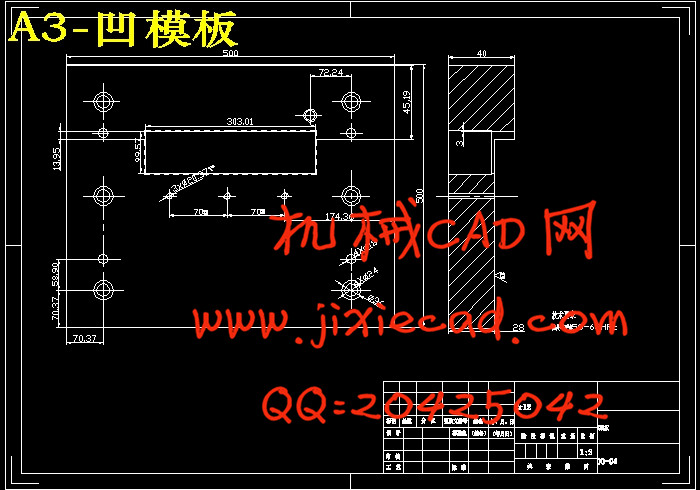
5.2凹模 20
6 其他零件的设计与标准化 22
6.1 定位装置的设计与标准化 22
6.1.1 始用挡料块的设计与标准化 22
6.1.2 固定挡料销的设计与标准化 22
6.2 导正销的设计与标准化 23
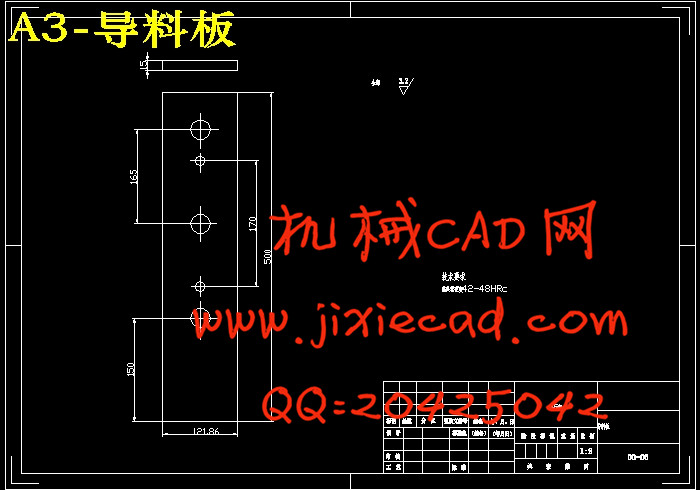
6.3导料板的设计与标准化 23
6.4模柄与上模座的联接采用压入式的结构 24
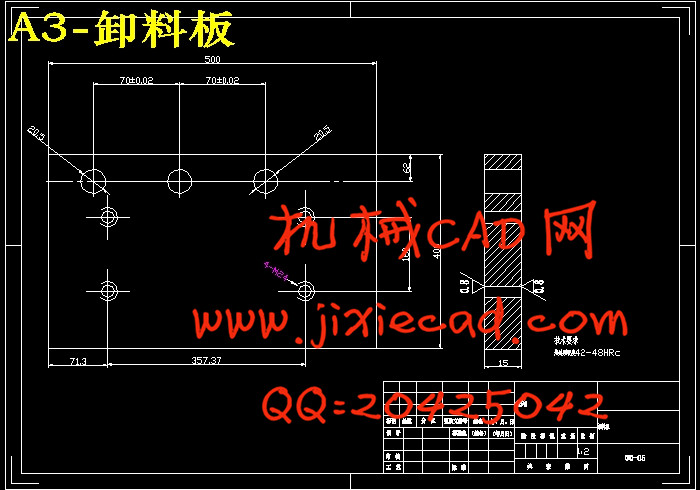
6.5 卸料装置的设计与标准化 24
6.6 固定板 24
6.7 垫板 25
6.8 标准模架的选用 25
6.9 联接件的选用与标准化 26
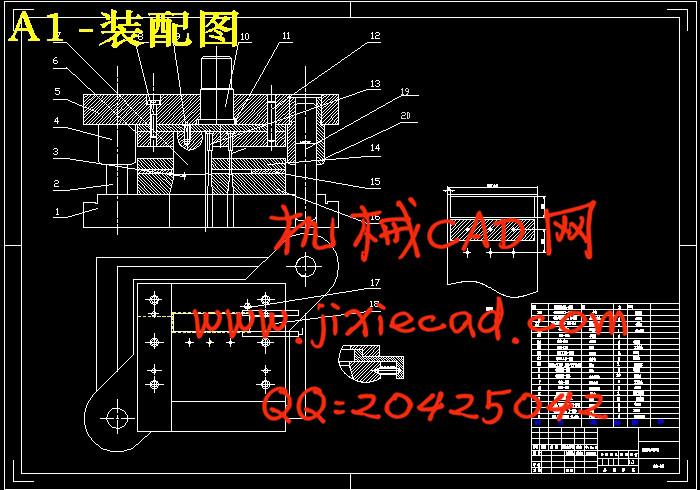
7 中前梁加强板冲孔落料连续模总装图 27
8 压力机的校核 28
9 模具零件加工工艺 29
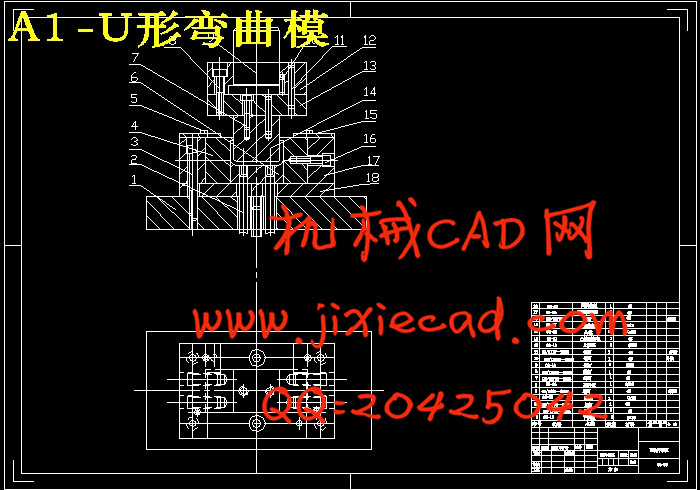
10 U型折弯模的设计 30
10.1.弯曲件的工艺分析 30
10.2.工艺方案的确定 31
10.3.弯曲工艺计算 31
10.4模具总体设计 33
10.5模具主要零部件的设计 33
10.6冲压设备的选定 33
10.7.绘制模具总装图 34
总结 35
致谢 36
参考文献 37
摘要:通过对该零件模具的设计,进一步加强了设计者冲裁模设计的基础知识,为设计更复杂的冲裁模具做好了铺垫和吸取了更深刻的经验。本设计运用冲压工艺及模具设计的基础知识,首先分析了工件的工艺要求,为选取排样的类型做好了准备;然后估算了板料的选取,便于导尺的宽度及确定排样的方法;最后分析了工件的特征,确定模具的设计参数、设计要点及卸料装置。从控制制件的尺寸精度出发,对工作零件的主要的尺寸进行了理论计算,并用CAD软件进行各重要零件的设计。该模具为级进模,在一次冲裁时,三个孔同时冲出,冲裁力非常大,为了降低冲裁力,采用阶梯冲裁。
关键词:冲裁模具 ;模具设计;模具结构;
Belaying cleat extrude moding design
ABSTRACT:Through parts mold design, further strengthening the designers Die basis for the design of knowledge, for the design of more complex stamping die has laid a good groundwork and learned a more profound experience. This design and use of die stamping process designed on the basis of knowledge, the first analysis of the technological requirements of the workpiece, To select the type of layout well prepared; then estimate the sheet metal selection, facilitate I. foot width and determine the layout; Finally, the workpiece characteristics, and the mold design parameters, Design and unloading devices. The size accuracy that is from the control system piece set out, to work spare parts of main of the size carried on theories calculation and counteract CAD software to carry on each importance spare parts of design.That die are compound blank and pierce dies.so while hurtling to cut once, the bore is special many, hurtle to cut dint also very big, for lowering to blank pressure, adopt stairs to hurtle to cut.
Key words : Blanking die ; mold designing; mold structure
目录
1 绪论 1
1.1 本课题的意义、目的及应达到的要求 1
1.2国内模具的现状 1
1.3国内模具的发展趋势 2
1.4冲压模具设计与制造方面 4
1.4.1 冲压模具设计的设计思路 4
1.4.2 模具设计的进度 4
2 冲裁件的工艺分析 5
2.1任务书来源及意义 5
2.2冲裁件的结构工艺性 5
2.2.1 制件材料 5
2.2.2冲压件的工艺性分析 5
2.3 冲裁件的精度和断面粗糙度 6
2.3.1 精度 6
2.3.2 断面粗糙度 6
2.4 确定工艺方案 6
3 排样设计 8
3.1确定零件的排样方案 8
3.2 条料宽度、导尺间宽度和材料利用率的计算 8
4 冲裁工艺设计 10
4.1 凸凹模间隙值的确定 10
4.2 凸凹模入口尺寸的确定 10
4.2.1 确定凸凹模尺寸的原则 10
4.2.2 凸、凹模刃口尺寸的计算 10
4.2.2.1 冲裁φ20.5mm孔凸模、凹模刃口尺寸的计算 11
4.2.2.2 外形落料凸模、凹模刃口的计算 11
4.3 冲裁工艺力的分析 13
4.3.1 卸料力,推件力和顶件力 14
4.4 冲压设备的选择 15
4.4.1 压力机的吨位 15
4.4.2 压力机选择原则 15
4.4.3 初选压力机 15
4.5 模具压力中心的确定 16
4.6 模的闭合高度 17
5 冲裁模总体设计及主要零部件的设计 18
5.1 凸模 18
5.1.1 凸模的结构形式及其固定方法 18
5.1.2 凸模的材料及其热处理 20
5.2凹模 20
6 其他零件的设计与标准化 22
6.1 定位装置的设计与标准化 22
6.1.1 始用挡料块的设计与标准化 22
6.1.2 固定挡料销的设计与标准化 22
6.2 导正销的设计与标准化 23
6.3导料板的设计与标准化 23
6.4模柄与上模座的联接采用压入式的结构 24
6.5 卸料装置的设计与标准化 24
6.6 固定板 24
6.7 垫板 25
6.8 标准模架的选用 25
6.9 联接件的选用与标准化 26
7 中前梁加强板冲孔落料连续模总装图 27
8 压力机的校核 28
9 模具零件加工工艺 29
10 U型折弯模的设计 30
10.1.弯曲件的工艺分析 30
10.2.工艺方案的确定 31
10.3.弯曲工艺计算 31
10.4模具总体设计 33
10.5模具主要零部件的设计 33
10.6冲压设备的选定 33
10.7.绘制模具总装图 34
总结 35
致谢 36
参考文献 37